- 产地
- 德国
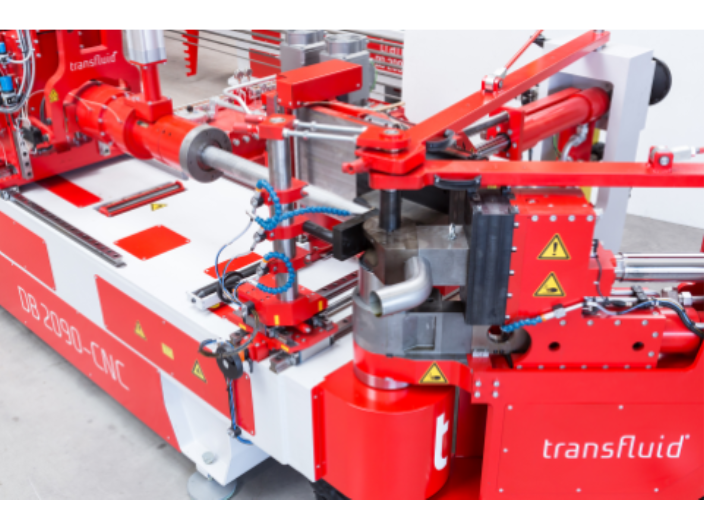
- 品牌
- transfluid
- 型号
- DB630-CNC
- 是否定制
- 否
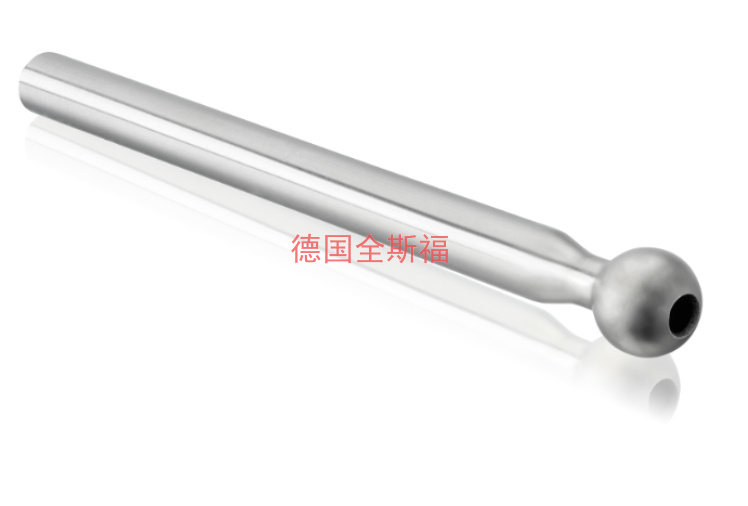
德国全斯福全自动旋压扩口机transfluidUMR642-CN,适用于Φ6mm~42mm范围的不锈钢管,普通钢管,高温合金管,钛合金等其它有色金属管件的37度~90度旋压扩口成型,如航空发动机金属导管,液压流体管路,冷却系统管路,压力气体管路等,广泛应用于航空航天,液压行业,轨道交通,海工船舶等行业的批量加工使用。1.配置不同的旋压模具可成型20~90°不同的扩口角度,如37°/74°扩口,45°扩口,90度平面法兰翻边扩口,ORFS平面扩口,HB航标扩口2.管端密封面光滑平整,无偏心3.紧凑型结构设计,直线段夹紧长度与管径相关,一般为一倍管直径左右;4.针对折弯后的管件末端较短的情况,可以配置复合夹紧模具加工折弯后的管件;5.紧凑型机头结构,可以加工管间距≥145mm的180度折弯后的管件;6.通过PLC控制,触摸屏面板参数输入,可以手动单步操作,也可以全自动一键启动,含进给尺寸限位轴,自动实现管件夹紧,旋压头进给,自动旋压扩口,多种角度均可一次成型,无需二次夹紧等操作。石油化工行业小规格流体管折弯。特马弗莱克斯全自动数控弯管机联系方式
全自动数控弯管机
根据驱动方式可将数控弯管机分为电动数控弯管机、电一液数控弯管机等,按自动化程度还可分为半自动和全自动数控弯管机。半自动数控弯管机与全自动数控弯管机相比,通常没有用于运输轴和调整轴的伺服电机驱动部分,管坯的空间旋转和旋转角度都通过机械结构与气动系统来实现,弯曲速度由多组电磁阀调节液压缸输出流量来控制,因而降低了机床成本。随着计算机和自动控制技术的不断发展,数控机床的数控系统主要包括单片机、可编程控制器(PLC)及工业PC控制CNC系统三种基本类型。由于系统开放性有限,人机界面功能简单,通常用于简单平面弯曲成形,属于简易的经济型数控弯管机黑龙江弯管挤压成型机全自动数控弯管机购买全自动数控弯管机请联系上海特马液压设备有限公司,欢迎来电详谈。
机械手弯管机被用作灵活的弯管机来加工管材已有一段时间了。这些系统如今也在不断发展和完善。德国全斯福transfluid开发的新一代机器人弯管机,配置全新升级的translfuid智能弯管软件,可以直接导入识别管件坐标数据,并直接数据直接生成弯曲数据,而无需对机器人系统进行单独编程或示教机械臂;德国全斯福transfluid开发的新一代机器人弯管机,配置全新升级的translfuid智能弯管软件,可以直接导入识别管件坐标数据,并直接数据直接生成弯曲数据,而无需对机器人系统进行单独编程或示教机械臂,该系列全自动弯管单元主要有自动上料架,机械手弯管机,自动下料架,已经安全防护措施组成,可以适用于各种材质金属管路冷弯成型,适用于航空航天,石油化工,轨道机车,汽车制造等行业的各种流体管件的折弯成型,可适用于左弯与右弯的双向折弯,弯曲机头集成与机械臂集成一体,可以实现同管件不同方向弯曲与不同弯曲半径自动换模自动弯曲成型。
这类现象的产生,源于我们没能很好理解和掌握不同材质的管材弯曲变形机理,对于弯曲过程产生的各类变形缺陷不能有效预测、排除和控制,而很多数控弯管机自带功能存在偏差较大,这与管材材质和制造质量与机床生产厂家不同有一定关系。其次是对于矢量弯管技术缺乏正确理解,不能很好地根据管材的力学性能及弯曲质量要求来正确操纵数控弯管设备。这些都是阻碍弯管数字化制造和精确弯曲技术发展与普及的现实问题,也是塑性加工和数字化制造领域亟须解决的重要理论和技术问题。这款全自动数控弯管机能够自动完成复杂的弯管操作,减轻了工人的劳动强度。

全斯福全自动数控弯管机系列包括:纯电动高精度数控弯管机,左右双向数控弯管机,德国全斯福重型数控弯管机等等。产品概述:纯电动高精度数控弯管机,采用西门子伺服电机驱动控制,标配伺服助推功能,满足薄壁小弯曲半径导管高精度折弯要求,最小弯曲半径1*D,适用管件材质包括不锈钢管,铝管,高温合金管,钛合金管,碳钢管,铜管等。标配德国全斯福transfluid自主开发的专业智能弯管软件T-project,可直接导入识别stp,。重型数控弯管机适用于海工船舶,石油化工,装备制造,液压流体,核电锅炉等领域的厚壁管件与薄壁管件的冷弯成型,配置西门子控制系统,集成transfluid自主开发的智能弯管软件transfluid-project,新款机型采用新一代高效低噪的伺服液压驱动单元,相比采用传统动力单元的上一代弯管机节能高达70%。对于结构复杂的流体管件或航空导管,可选左右双向数控弯管机,配置多层模结构,在同一程序内自动化实现顺时针方向+逆时针方向弯管。上海特马液压设备有限公司竭诚欢迎广大客户来电咨询购买。全自动数控弯管机操作工艺。重庆数控弯管机全自动数控弯管机
买全自动数控弯管机请找上海特马液压设备有限公司,欢迎来电详询。特马弗莱克斯全自动数控弯管机联系方式
其中,①送料轴(Y轴)的主要控制参数是位移、位移速度和加速度。一般数控弯管机结构中,y轴运动是指送料小车沿床身的直线往复运动,由机床交流伺服电机驱动齿轮、齿条啮合来实现,运动精度由光电编码器和测速电机将位移和速度信号馈给计算机进行闭环控制。②旋转轴(B轴)用于控制旋转角度、角速度及角加速度。主要利用无间隙齿轮取样作为反馈信号进行闭环控制,带动管坯实现垂直于y方向的空间转动。③弯曲轴(C轴)的控制参数为弯曲力、位移、速度及工作加速度。其中,由液压缸带动链条系统驱动弯曲臂转动,弯曲臂的转动弯曲和回程由电液伺服系统精确控制。此外,对垂直于Y-C平面的调整轴(X轴)也需要控制位移、调整速度及加速度等。 特马弗莱克斯全自动数控弯管机联系方式
- 安徽全自动数控弯管机优势 2024-11-05
- 黑龙江全自动数控弯管机应用范围 2024-11-05
- 中国香港特马液压全自动数控弯管机 2024-11-05
- 河南上海特马全自动数控弯管机 2024-11-05
- 广东全自动数控弯管机全自动数控弯管机 2024-11-05
- 中国香港弯管成型全自动数控弯管机 2024-11-05
- 弯管挤压成型机全自动数控弯管机报价 2024-10-26
- 北京特马液压全自动数控弯管机 2024-10-26
- 弯管全自动数控弯管机性能 2024-10-26
- 甘肃特马弗莱克斯全自动数控弯管机 2024-10-26
- 重庆全自动数控弯管机代理品牌 2024-10-26
- 内蒙古端部成型机全自动数控弯管机 2024-10-26