- 品牌
- VISEE,慧炬
- 型号
- G300
- 类型
- 在线跟随点胶机
- X轴行程
- 450
- Y轴行程
- 380
- Z轴行程
- 200
- 最大负载
- 6
- 移动速度
- 1000
- 重复精度
- ±0.02
- 存储空间
- 128
- 气源
- 0.5-0.7
- 电源
- 220/50
- 功率
- 1500
- 最小吐出量
- 0.1
- 吐出时间调节
- 0.01
- 吐出频率
- 100
- 外形尺寸
- 1100*1400*1800
- 重量
- 500
- 产地
- 广州
- 厂家
- 慧炬智能
纳米级点胶技术是点胶机在精密制造领域的关键突破,在于实现纳升级(10^-9 升)甚至皮升级(10^-12 升)的胶量控制,专为半导体芯片封装、量子点显示等场景设计。该技术通过采用压电陶瓷喷射阀或静电喷射装置,利用压电效应产生高频微振动,将胶水破碎成直径 1-10μm 的微小液滴,配合高精度运动控制系统,实现胶点间距≤50μm 的密集点胶。在半导体芯片与基板的倒装焊工艺中,纳米级点胶机用于涂覆底部填充胶,胶量误差控制在 ±1% 以内,能够填充芯片与基板间的微小间隙(通常 5-20μm),提升芯片的机械稳定性和散热性能;在量子点 LED 制造中,通过纳米点胶技术将量子点材料滴涂在像素阵列上,胶点均匀性误差≤3%,确保显示画面的色彩一致性。目前,纳米点胶机的重复定位精度已达 ±0.001mm,配备激光干涉仪进行实时位置校准,有效满足半导体封装对精度和稳定性的要求。全自动点胶机简化操作流程,减少人工干预,降低生产成本。无锡点胶机品牌
点胶机
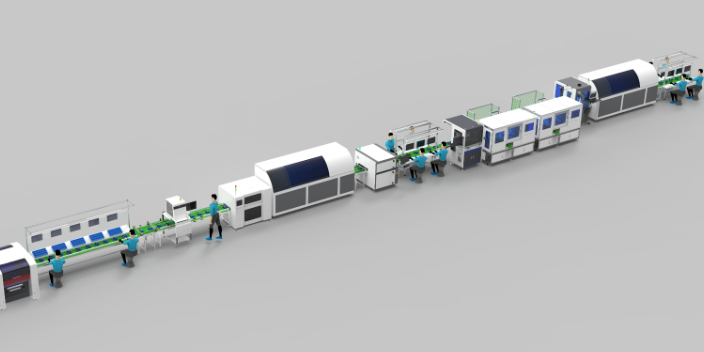
为实现全流程自动化生产,点胶机的自动化上下料系统集成已成为大规模量产场景的必然选择,提升生产效率、减少人工干预。自动化上下料系统主要包括上料机构、下料机构、物料缓存装置和搬运机器人:上料机构采用振动盘、料带送料机或桁架机器人,将待点胶工件输送至点胶治具,定位精度 ±0.01mm;下料机构通过真空吸盘或夹爪,将点胶固化后的工件从治具中取出,分类输送至检测工位或包装工位;物料缓存装置采用皮带输送线或料仓,协调上下料节奏,避免因前后工序速度不匹配导致的生产停滞;搬运机器人(如 SCARA 机器人、六轴机器人)负责工件在各设备间的转运,运动速度可达 2m/s,重复定位精度 ±0.02mm。该系统与点胶机的控制系统无缝对接,实现生产节拍的匹配,生产效率较人工上下料提升 60-100%,同时减少了人工接触工件导致的污染和损伤,产品合格率提升 3-5%。江西CCD点胶机企业在线式点胶机与产线无缝对接,满足大规模自动化生产需求。

依托工业互联网和物联网技术,点胶机的远程运维与智能诊断技术已成为提升设备可用性、降低运维成本的重要手段。远程运维系统通过设备内置的物联网模块,将运行数据(如点胶参数、设备状态、故障信息、能耗数据)实时上传至云端平台,运维人员可通过电脑或手机 APP 远程监控设备运行情况,支持远程参数调整、程序更新和故障排查,无需现场值守。智能诊断技术基于大数据和 AI 算法,通过分析设备的振动、温度、电流、气压等运行数据,自动识别潜在故障隐患(如点胶阀磨损、管路堵塞、电机老化),故障预警准确率≥95%,并推送针对性的维护建议(如更换部件、清洁管路)。某电子制造企业应用该技术后,设备平均无故障运行时间(MTBF)提升 30%,运维成本降低 25%,尤其适用于多工厂、跨区域的生产线管理。
智能建筑领域的自修复涂层技术通过点胶机在建筑构件(如玻璃、金属幕墙、混凝土结构)表面涂覆含微胶囊的功能涂层,当涂层出现裂纹时,微胶囊破裂释放修复剂,实现自动修复。该类点胶机采用高压喷射式点胶阀,适配高粘度自修复涂料(10000-50000mPa・s),涂层厚度控制在 50-150μm,微胶囊分布均匀性误差≤±5%。针对不同建筑构件特性,点胶机采用差异化设计:玻璃表面涂覆采用低温点胶技术,避免玻璃受热炸裂;金属幕墙涂覆配合喷砂预处理,提升涂层附着力;混凝土结构涂覆采用大流量点胶头,实现大面积快速施工。在超高层建筑玻璃幕墙应用中,自修复涂层可修复≤0.5mm 的裂纹,修复后涂层强度恢复率≥90%;在混凝土桥梁结构中,涂层使结构的耐腐蚀性提升 5 倍以上。点胶机具备点胶、灌胶、涂胶等多种功能,一机多用。

智能穿戴设备(如智能手表、手环、无线耳机)具有体积小、结构精密、功能集成度高的特点,对於点胶机的微型化、高精度要求极为严苛。该领域的点胶主要用于部件固定、密封防水、传感器封装等:部件固定采用微型点胶(胶点直径 0.1-0.5mm),确保不占用过多空间;密封防水涂胶采用 IPX8 级防水胶,胶线宽度 0.2-0.5mm,实现设备的防水性能;传感器封装采用生物相容性好的 UV 胶,点胶量精度达纳升级,避免影响传感器灵敏度。针对微型化需求,点胶机采用紧凑式设计(占地面积≤0.5㎡),点胶头尺寸≤10mm,配备微型针头(内径 0.03-0.1mm),重复定位精度 ±0.005mm;视觉定位系统采用显微相机,放大倍数≥100 倍,识别微小工件的基准点。在无线耳机的喇叭固定和充电仓密封应用中,该类点胶机实现了 ±0.008mm 的点胶精度,胶点一致性误差≤1%,已成为智能穿戴设备制造的装备。点胶机具有快速换胶功能,缩短换线时间,提高生产灵活性。广州皮带点胶机稳定性
智能点胶机可存储多种工艺参数,方便不同产品快速切换。无锡点胶机品牌
点胶机在运行过程中可能会出现多种故障,影响生产效率和点胶质量,常见故障包括出胶不均、点胶位置偏差、胶水泄漏、针头堵塞、固化不完全等,针对这些故障需采取相应的解决方法。出胶不均是最常见的故障,主要原因包括胶水粘度波动、供胶压力不稳定、点胶速度不一致、针头磨损等,解决方法包括稳定胶水粘度(加热或降温)、调整供胶压力、校准点胶速度、更换磨损针头等;点胶位置偏差通常是由于视觉定位不准确、运动系统精度下降、工件定位偏差等导致,需重新校准视觉系统、检查运动部件的磨损情况、调整治具定位;胶水泄漏可能是由于供胶管路密封件损坏、点胶阀密封不良、胶桶盖未拧紧等原因,需更换密封件、检修点胶阀、拧紧胶桶盖;针头堵塞多因胶水干结、杂质混入或针头口径过小,解决方法包括清洗针头、过滤胶水、更换合适口径的针头;固化不完全多与固化温度、时间或胶水配比有关,需提高固化温度、延长固化时间或检查胶水配比是否正确。此外,设备运行异常如噪音过大、电机过热等,可能是由于润滑不足、负载过大或电路故障,需添加润滑油、减轻负载或检修电路系统。无锡点胶机品牌
- 华东多头点胶机费用 2026-06-27
- 江西引脚包封点胶机选型 2026-06-27
- 广东皮带点胶机定制 2026-06-26
- 天津UV点胶机企业 2026-06-26
- 浙江智能点胶机建议 2026-06-26
- 天津图像编程点胶机公司 2026-06-26
- 福建底部填充点胶机功能 2026-06-26
- 山东精密点胶机 2026-06-25
- 硅胶点胶机排名 2026-06-25
- 四川单头点胶机哪家好 2026-06-25
- 四川视觉编程点胶机技巧 2026-06-25
- 河北三轴点胶机销售厂家 2026-06-25