
- 品牌
- ZERO CLAMP
- 型号
- 齐全
- 类型
- 自定心虎钳,组合虎钳,快动虎钳
- 通用特性
- 高精度,强力,模块,精密
- 适用机床
- 车床,铣床,钻床,镗床,磨床,组合机床,加工中心
- 动力类型
- 机械传动
- 虎钳精度
- 精密型
- 是否库存
- 是
- 产地
- 德国
- 厂家
- 泽柔自动化技术(杭州)有限公司
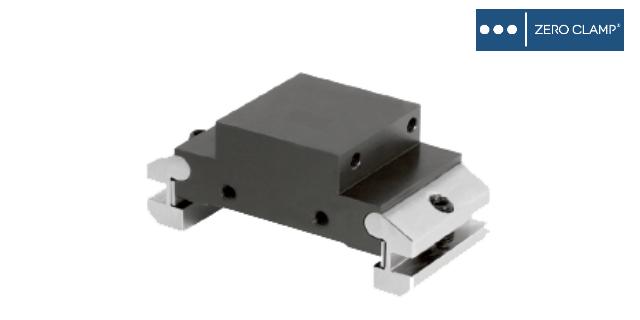
多工位虎钳是一种标准夹具,类似于虎钳,指一个虎钳可同时装夹多个零件。多工位虎钳的优点:a:360°旋转,精度+0.002mm,一次性装夹可加工三个面,并可一体化完成斜面,槽、台阶及圆弧加工,速度快,精度高,相传比传统加工速度提升一倍以上。b:材质不易生锈、耐磨、精度稳定性保证更好。C:直推式、快速导向销,孔接触面采用光面处理,减少磨损。d:密封装置,防止灰尘进入、抗高温260°Ce:加装底部、侧面于一体修整器,可直接在工具上修整砂轮、减少劳动强度。工具侧面有刻度盘,可辅助斜面加工。多工位虎钳提升现代化制造效率。山西多工位虎钳加工案列
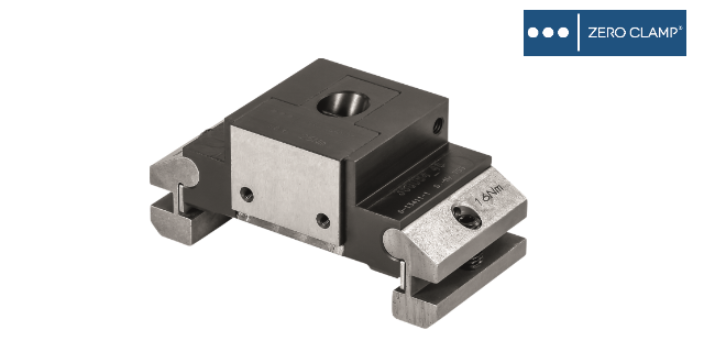
多工位虎钳
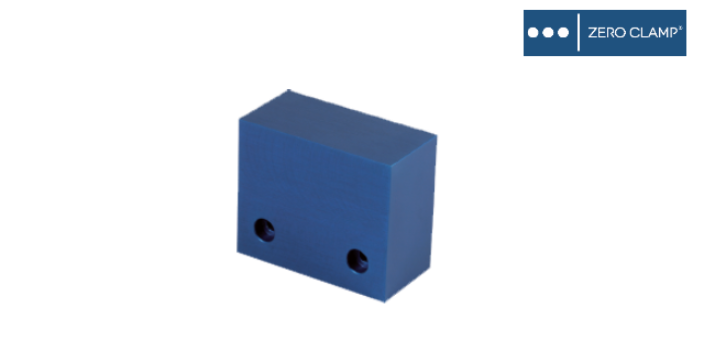
多工位虎钳钳子应该如何保养呢?1、当夹钳安装时,夹具本体的一部分必须放置在夹具台的边缘上,以确保工件不受夹具边缘的阻碍。2、必须将钳子牢牢地固定在钳子上,必须拧紧三个压紧螺丝,以免虎钳在加工过程中松动,否则会损坏虎钳,损坏加工。3、在夹紧工件时,只能用手的力量拉手,千万不要用锤子或其他套筒拉手,以免损坏螺钉、螺母或夹具本体。4、工件不能在颚上敲击,但应固定在夹具本体的平台上,否则会损坏钳口。5、螺杆、螺母等滑动面经常保持清洁和润滑。上海CNC多工位虎钳批发德国ZERO CLAMP多工位虎钳由三个模块化部分组成。

使用虎钳装夹工件的注意事项:铣削长形工件时,可用二个虎钳装夹工件,避免由于工件伸出太长,加工中引起振动。铣削时,应使水平铣削力的方向指向虎钳固定钳口。在工件精度要求较高时,如果虎钳的精度较低,可以在工件与钳口之间(水平与垂直方向)垫放适当厚度的纸片或薄铜片,以提高工件在虎钳里的安装精度。工件被加工表面应高出钳口,以免铣坏钳口或损坏铣刀。如工件低于钳口平面,可在工件下面垫放适当厚度的平行垫铁。在夹紧工件过程中,应用铜榔头或木榔头轻轻敲击工件,使工件紧密贴合在平行垫铁上,以用手不能轻易推动平行垫铁为适宜。当工件的一面是已加工表面而另一面是毛坯面或者两夹紧面不平行时,可将已加工表面贴在固定钳口上作基准面。另外在活动钳口与工件毛坯表面之间增添一个圆棒或一块挤板,即可使工件夹紧牢固又能保证被铣削平面垂直于基准面。
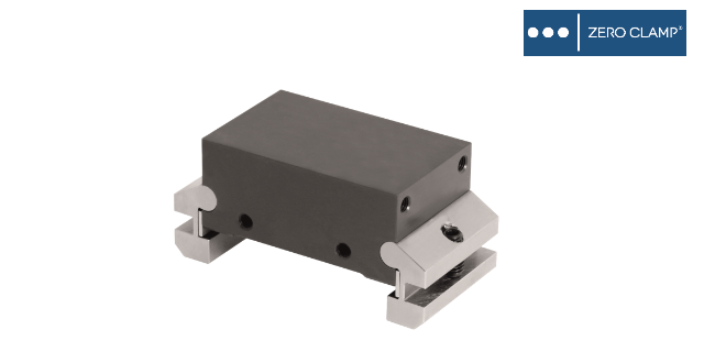
多工位虎钳钳子要如何去保养呢?1、当夹钳安装时,夹具本体的一部分必须放置在夹具台的边缘上,以确保工件不受夹具边缘的阻碍。2、必须将钳子牢牢地固定在钳子上,必须拧紧三个压紧螺丝,以免虎钳在加工过程中松动,否则会损坏虎钳,损坏加工。3、在夹紧工件时,只能用手的力量拉手,千万不要用锤子或其他套筒拉手,以免损坏螺钉、螺母或夹具本体。4、工件不能在颚上敲击,但应固定在夹具本体的平台上,否则会损坏钳口。5、螺杆、螺母等滑动面经常保持清洁和润滑。多工位虎钳一般都会带有底盘,底盘带有180°刻度线可以360°平面旋转。
如何正确选择高精密多工位虎钳?1、工件尺寸,根据“钳口张开度”进行选择:应选择钳口张开度足以夹持工件的多工位虎钳。普通精密多工位虎钳的钳口张开度与钳口宽度相同。但根据机型不同,还备有“大钳口张开度型”以及通过更换钳口实现的“钳口张开度增大型”。根据“钳口宽度”进行选择:工件长度大幅度超过钳口宽度时(长工件等),加工中可能会发生工件振动(颤动)或工件脱落。应选择钳口宽度适合工件的多工位虎钳。对于长工件,使用并排配置规格品(无论配置多少台,至多工位虎钳滑动面的高度(A)及钳口行程(B)的误差均可调整在0.01以内)较为方便。根据“钳口深度”进行选择:工件高度大幅度超过钳口的高度(钳口深度)时,与长工件一样,也可能会发生工件颤动、脱落。另外,对厚度小的工件进行顶面加工时,刀具与钳口可能会产生冲击。钳口深度也是选择多工位虎钳的要点,但也可通过附件(特别附属品)或另制钳口应对。使用多工位虎钳夹持较长的工件时应注意些什么?杭州CNC多工位虎钳批发价
多工位虎钳设计结构简练紧凑,夹紧力度强,易于操作使用。山西多工位虎钳加工案列
ZEROCLAMP多工位虎钳安装的必要性:在对选用多种加工工艺的设备进行换装时,零点方位会在各设备上产生“漂移”。在测量设备上(相同设有卡盘)的中心查验是或许的,这是由于工件无需从头校准。即可精确地定位在加工设备上。即使是在长时间加工一个工件时,也能够随时中断加作业业在中心刺进一项新的急迫的加工任务。NC程序能够分为若干个有意义的进程,例如工件能够在晚_上被夹紧。在夜间再承受切开加工(裸装)。到了次日早班开始时,榜首段程序即已完成。能够从设备上取下工件。在白日能够处理加工时间较短的加作业业。到了晚上,在无需换装的情况下,又能够开始“耗时长”的加工任务了。由此,能够取得额外的加工能力,加工设备无需多日接连被加工时间长的工件所占用。因此,能够清楚看出,经过零点夹持系统对设备进行有意义的加装补偿,能够更好地使用现有的加工资源。山西多工位虎钳加工案列

ZERO CLAMP多工位虎钳的应用:汽车:发动机、 汽车模具、齿轮箱、轮毂。机床:金属切削加工、设备配套、设备生产。航空:飞机发动机、飞机零部件。工程机械:挖掘机、推土机、压路机、起重机、凿岩机等。交通运输:高速列车。风电行业:风力发电。泵、阀:泵、阀制造。电机:电机生产。船舶:船舶制造。摩托车:摩托车生产。自动化生产线:车身焊装线。ZERO CLAMP的好处:技术特点:采用技术锁紧夹头,定位和锁紧一步完成,整个过程只需几秒即可完成;实现机外装夹,减少90%的停机时间,大幅度的提高工作效率;配套CNC机床及机器人技术,实现自动化生产;带来的益处:简化装夹的繁琐工作,减轻劳动强度,减少90%的...
- 北京多工位虎钳批发 2024-03-12
- 杭州模块化多工位虎钳批发价 2024-03-08
- 高精度多工位虎钳服务 2024-02-28
- 辽宁小型多工位虎钳批发价 2024-02-24
- 东莞欧洲多工位虎钳 2024-02-21
- 多工位虎钳厂家直销 2024-02-20
- 四川强力多工位虎钳批发 2024-02-19
- 模块化多工位虎钳报价 2024-02-07
- 长沙多工位虎钳哪家好 2024-02-06
- 长沙进口多工位虎钳 2024-02-04
- 长沙手动多工位虎钳批发价 2024-01-30
- 天津多工位虎钳设计 2024-01-30
- 江苏进口多工位虎钳 2024-01-30
- 江苏多工位虎钳哪里买 2024-01-29
- CNC多工位虎钳市场 2024-01-24
- 河南多工位虎钳报价 2024-01-21



- 自动五轴虎钳代理商 03-19
- 东莞高刚性定心虎钳多少钱一个 03-19
- 上海多工位虎钳厂家供应 03-18
- 上海自动定心虎钳生产厂家 03-18
- 大型定心虎钳原理 03-18
- 江苏新式定心虎钳哪家正规 03-18
- 长沙小型定心虎钳代理商 03-18
- 浙江自动化定心虎钳原理图解 03-18
- 长沙高精密定心虎钳报价 03-18
- 江苏自定心虎钳订购 03-17