在医药行业中,真空上料机凭借符合 GMP 标准的设计,成为药品生产的关键设备。全密封输送避免药品粉末污染,不锈钢机身无死角易清洁,防止交叉污染。可精细输送原料药粉末、中药颗粒等物料,定量输送功能保障药品配方精细度。搭配无尘投料站,实现物料密闭转移,助力医药企业达到洁净生产要求。食品加工行业中,真空上料机针对面粉、奶粉、可可粉等物料,提供洁净高效的输送解决方案。全密封结构防止物料受潮、氧化,保障食品品质安全。设备采用食品级不锈钢材质,无异味不生锈,符合食品卫生标准。可快速对接搅拌机、压片机等设备,实现配料、投料自动化,提升食品生产效率。真空上料机,先进技术实现无尘环保。定制真空粉体上料机使用方法

在食品行业,真空上料机的选型需要特别关注卫生标准和物料特性。首先,材质方面必须选用符合食品级标准的材料,如 304 或 316L 不锈钢,以防止物料在输送过程中受到污染。其次,要根据食品物料的特点来选择合适的机型。对于一些易碎的食品颗粒,如糖果、坚果等,需要选择输送过程中对物料损伤小的真空上料机,其温和的输送方式可以减少物料的破碎率。而对于一些流动性较差的粉末状食品,如面粉、可可粉等,则需要考虑设备的吸力和输送管道的设计,确保物料能够顺利输送。另外,食品行业对设备的清洁要求很高,因此应选择具有快拆结构、便于清洗的真空上料机,以满足食品生产的卫生规范,如配备 CIP 清洗系统的机型可以更方便地对设备进行清洗和消毒。青海真空粉体上料机选择混合机用真空上料机,为您省事省力。

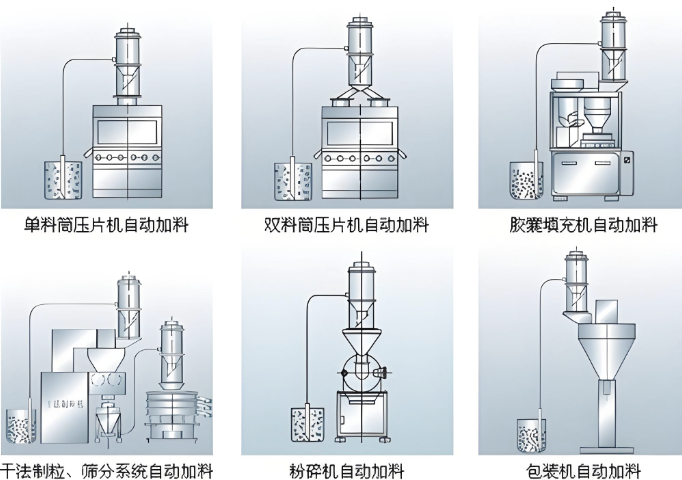
真空上料机针对易受潮,易氧化物料,真空上料机可搭配惰性气体保护系统,输送过程中隔绝空气,确保物料品质不受影响,易燃易爆物料输送场景下,采用防爆设计,配备防爆电机与密封装置,满足危险化学品行业安全要求,设备输送量可在1-50吨/小时范围内调节,适配从小批量试产到大批量生产的不同节拍需求,还能与混合机,制粒机,包装机等设备无缝对接,构建完整自动化生产链路,助力个行业产业升级。**提高了生产效率,降低各种生产成本。
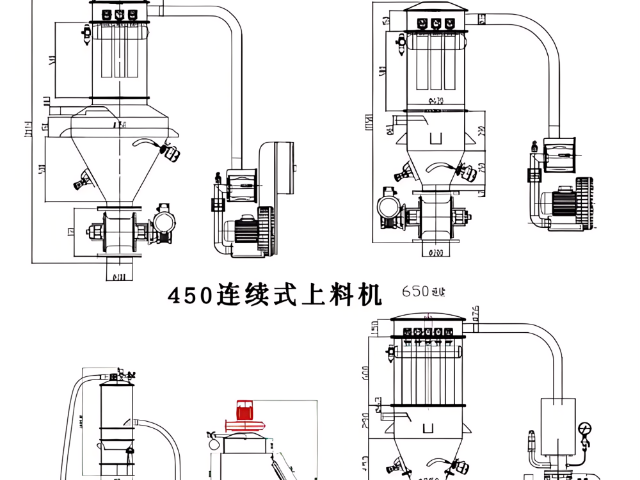
真空上料机采用双级过滤设计,初级过滤拦截大颗粒杂质,次级过滤捕捉细粉,过滤效率高达 99.9%。设备运行压力稳定,波动范围≤±0.005MPa,保障物料输送均匀连续。电机采用变频控制技术,可根据输送需求调节转速,进一步降低能耗。设备尺寸紧凑,长 × 宽 × 高约 ,不占用过多车间空间。这款真空上料机的输送能力可根据客户需求定制,比较大可达 10t/h,满足大规模生产场景。采用无油真空泵,避免油污污染物料,特别适用于食品、医药等卫生要求高的行业。配备过载保护、电机过热保护等安全装置,确保设备运行安全可靠。输送管路材质可选硅胶、PU 或不锈钢,适配不同物料的输送需求,抗腐蚀耐真空上料机,大幅度缩短输送时间。

现代真空粉体上料机在结构设计与智能化水平上实现双重升级,更贴合自动化生产需求。结构方面,采用模块化设计,由真空泵、吸料管、料仓、高精度过滤器等**部件组成,体积紧凑,占地面积小,可灵活安装于生产线任意位置,且快拆式结构便于拆卸清洁与维护。过滤器选用 PTFE 覆膜滤芯或不锈钢滤芯,过滤精度可达 0.1 微米,有效拦截粉体颗粒,防止真空泵堵塞,同时支持自动反吹清洁功能,保障持续稳定运行。智能化方面,集成 PLC 控制系统与触摸屏操作界面,支持手动 / 自动双模式切换,可精细设定输送量、输送频率、停机时间等参数,实现定量输送与精细控制。部分**机型搭载物联网模块,支持远程监控、数据追溯与故障预警,可与 MES 系统联动,实现生产线的数字化管理与智能调度,大幅降低人工干预成本。真空粉体上料机,采用创新真空技术。陕西手动真空粉体上料机
自动化连续输送,无需人工投料,大幅节省劳动力;定制真空粉体上料机使用方法
真空粉体上料机安装流程简单,无需复杂土建工程,只需固定机身、连接管路即可投入使用。设备操作门槛低,操作人员经简单培训就能熟练掌握,支持远程控制功能,方便多设备集中管理。其轻量化设计便于移动,可根据生产需求灵活随着工业自动化、智能化水平的提升,真空粉体上料机正朝着高效化、智能化、多功能化方向发展。新型设备集成物联网技术,可实现远程监控、故障预警、数据统计分析等功能,助力企业实现数字化管理。同时,针对特殊物料的**机型不断涌现,如高温粉体上料机、腐蚀性粉体上料机等,满足不同行业的个性化需求,成为推动工业生产转型升级的重要设备。调整输送方向和位置,适配多工位、多设备的上料需求,大幅提升生产线灵活性。定制真空粉体上料机使用方法