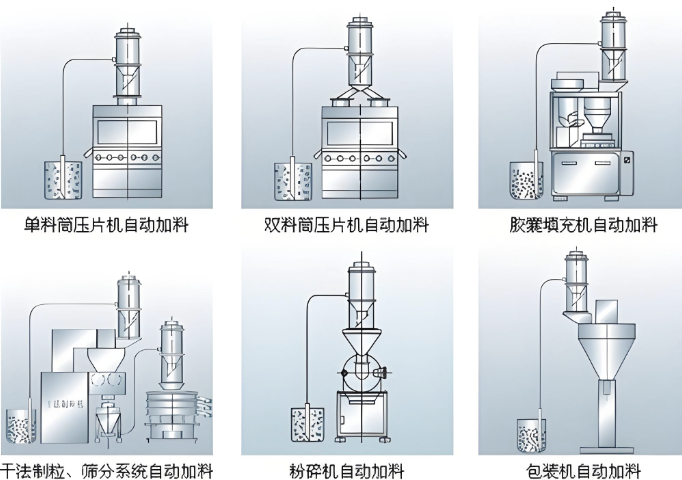
真空粉体上料机支持多吸料点同时进料与单吸料点多出料口输送模式,可根据生产工艺需求灵活配置,实现一台设备为多条生产线供料或一条生产线多点投料,大幅提升设备利用率与生产布局灵活性。设备配备自动清灰系统,定期对过滤器进行反吹清洁,确保负压吸附效率稳定,避免因滤芯堵塞导致输送量下降,保障生产连续性。针对超细粉体(粒径≤10μm)输送难题,真空粉体上料机采用高效 HEPA 过滤器(过滤精度可达 0.3μm)与防堵塞吸料结构,可有效防止超细粉体团聚与滤芯堵塞,实现高精度、低损耗输送。设备输送过程中物料温升≤5℃,避免热敏性粉体(如维生素、酶制剂)因温度升高导致性能失效,适配各类高附加值精细化工与生物医药物料的转运需求。真空粉体上料机,负压吸料密闭输送。广西质量真空粉体上料机

在食品行业,真空上料机的选型需要特别关注卫生标准和物料特性。首先,材质方面必须选用符合食品级标准的材料,如 304 或 316L 不锈钢,以防止物料在输送过程中受到污染。其次,要根据食品物料的特点来选择合适的机型。对于一些易碎的食品颗粒,如糖果、坚果等,需要选择输送过程中对物料损伤小的真空上料机,其温和的输送方式可以减少物料的破碎率。而对于一些流动性较差的粉末状食品,如面粉、可可粉等,则需要考虑设备的吸力和输送管道的设计,确保物料能够顺利输送。另外,食品行业对设备的清洁要求很高,因此应选择具有快拆结构、便于清洗的真空上料机,以满足食品生产的卫生规范,如配备 CIP 清洗系统的机型可以更方便地对设备进行清洗和消毒。甘肃真空粉体上料机一机多用连续排料式真空上料机,更省时更环保。
真空上料机摆脱传统输送设备的场地限制,可实现垂直,水平及长距离输送,管线布局灵活,能轻松绕过车间障碍物,适配复杂生产环境,设备采用模块化设计,拆装维护简便,**部件使用寿命长,有效减少停机检修的时间,保障生产连续性,配备过载保护,故障诊断功能,设备异常时自动停机报警,快速定位保障点,降低维修难度与安全风险,同时能耗*为传统设备的30%-50%,兼顾节能与环保。建材行业中,真空上料机可输送水泥,石膏粉,瓷砖胶等物料。
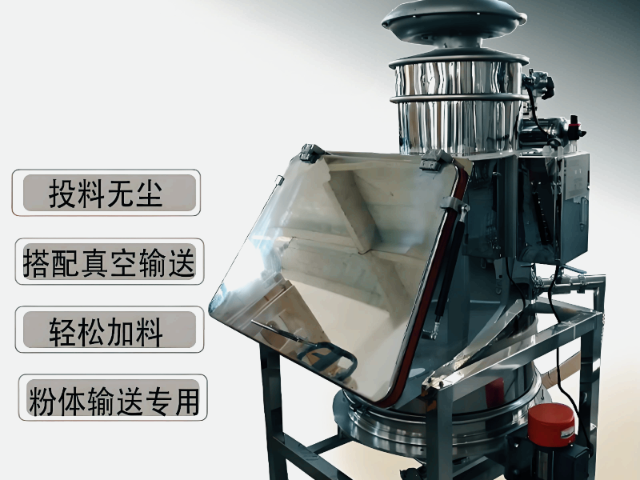
真空上料机凭借密封式输送设计,有效解决粉尘污染难题,让车间环境达到环保标准。负压驱动的输送方式无需机械传动部件,减少物料磨损,尤其适合易碎、贵重物料的转运。设备操作便捷,*需单人即可完成启停、清理等操作,降低人力成本。支持多机联动控制,可同时为多条生产线供料,提升整体生产效率。自动化生产升级中,真空上料机发挥着重要作用,其负压吸附原理实现物料高效精细输送。设备采用不锈钢机身,抗腐蚀耐磨损,清洁方便且符合卫生要求。输送过程无扬尘、无交叉污染,特别适用于医药、食品等对卫生条件要求严苛的行业。配备智能监测系统,实时反馈输送状态,出现异常自动停机报警,保障生产安全真空上料机,粉末,颗粒,均能高效输送。

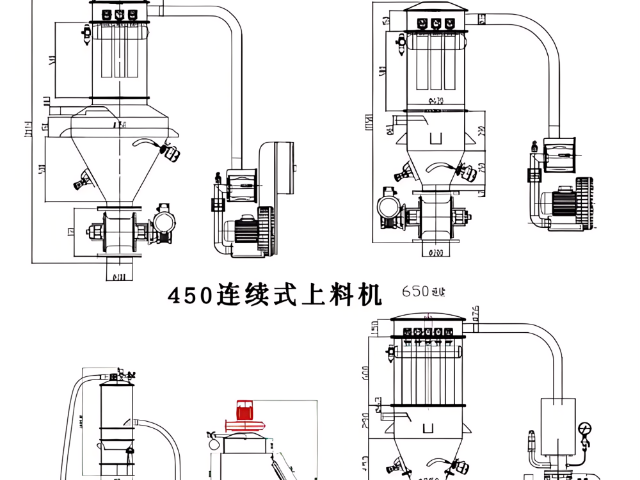
真空上料机采用质量真空泵作为动力源,负压值可达 - 0.06~-0.08MPa,确保物料稳定吸附输送。输送能力范围 50~5000kg/h,可根据生产需求精细调节,适配不同产能场景。设备采用 304/316L 不锈钢材质,接触物料部分无死角,符合 GMP 卫生标准。输送距离水平可达 10~30m,垂直可达 5~15m,满足多数车间布局的输送需求,广泛应用于医药、化工行业。这款真空上料机搭载高效过滤系统,过滤精度可达 0.1μm,有效防止细粉进入真空泵,延长设备使用寿命。采用 PLC 可编程控制系统,支持手动 / 自动两种操作模式,可实现定时上料、定量输送等功能。设备功率范围 0.75~15kW,能耗低且运行稳定,噪音≤75dB,营造安静的生产环境。适配物料温度 - 20~120℃,可处理高温、低温等特殊工况下的物料输送。真空粉体上料机,优化生产流程。广西质量真空粉体上料机
好的真空上料机,梓钰设备制造。广西质量真空粉体上料机
针对不同物料特性,真空上料机可灵活调节输送力度与速度,从精细粉末到粗颗粒,从低比重到高比重物料均能稳定输送,且输送过程无机械挤压,有效保护物料原有形状,尤其适合热敏性,易碎性物料,机身采用质量不锈钢材质打造,符合GMP标准,内壁光滑无残留,清洗便捷,满足医药,食品行业严苛的卫生要求,搭配高效过滤装置,可拦截粉尘防尘真空泵堵塞,同时实现粉尘回收利用,提升物料利用率,真空上料机支持多点进料,单点出料或单点进料,多点出料。广西质量真空粉体上料机