- 品牌
- 太克干燥
- 型号
- 齐全
- 适用物料
- 多种可用,条状,片状,颗粒状
- 操作方式
- 连续
- 干燥介质
- 过热蒸汽,导热油,热水,蒸汽,空气
- 传热方式
- 多传热方式,热传导,热辐射,热对流
- 物料输送方式
- 台车输送,轨道车输送
- 加热方式
- 辐射式,对流式,传导式
- 应用领域
- 木材,竹材,竹木
- 产地
- 杭州
- 厂家
- 杭州太克干燥设备有线公司
预加工:将木材锯切成所需的规格和尺寸,去除树皮、毛刺等杂质,以便于后续的烘干处理。同时,对木材进行分级,根据木材的质量、含水率等因素将其分为不同的等级,以便采取不同的烘干工艺。装炉:将经过预加工的木材整齐地装入烘干窑内,注意木材之间要保留适当的间隙,以保证空气流通均匀。装炉时要根据木材的种类、厚度、含水率等因素合理安排木材的摆放位置,确保烘干效果一致。预热:在正式烘干之前,先对木材进行预热处理。通过向烘干窑内通入一定温度的热空气,使木材内部的温度逐渐升高,同时也使烘干窑内的温度和湿度分布均匀。预热的目的是为了减少木材在烘干过程中的应力和变形,提高烘干质量。预热温度一般控制在 40 - 60℃,时间为 6 - 12 小时。木材烘干工艺需合理安排装材密度,避免木材堆叠过密导致通风不畅,影响烘干速度。浙江真空木材烘干窑

木材烘干工艺是一个复杂的过程,需要严格控制温度、湿度和时间等参数,以确保木材干燥质量,以下是常规的木材烘干工艺步骤及要点:前期准备木材挑选与分类:对木材进行挑选,去除有明显缺陷如腐朽、虫蛀的木材。然后按树种、厚度、含水率等进行分类,以便制定不同的烘干方案。装窑:将木材合理装窑,木材之间要留有一定的间隙,保证空气流通顺畅,使热量和湿气能够均匀传递。预热阶段升温:缓慢升高烘干窑内温度,一般以每小时1-3℃的速度升温,避免木材因温度急剧变化而产生开裂等缺陷。湿度控制:同时将相对湿度保持在80%-90%,较高的湿度可防止木材表面水分过快蒸发,使木材内部水分有足够时间向表面迁移。持续时间:根据木材的厚度和初始含水率确定,通常为6-12小时。江苏杉木木材干燥指导热泵木材烘干系统可与太阳能辅助加热结合,进一步降低运行成本,提升能源利用多样性。

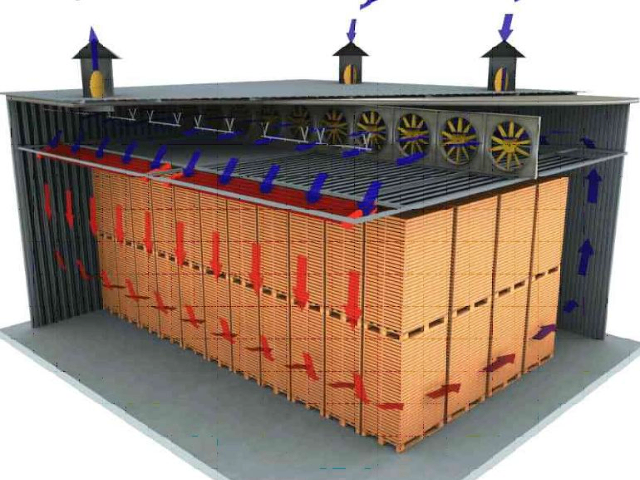
木材烘干设备是木材加工环节的重要工具,其运行依赖于热风循环系统实现水分去除。设备包含风机、加热单元和干燥室,热风在密闭空间内持续流动,均匀作用于木材表面与内部,促进水分蒸发。温度通常控制在40-80摄氏度范围内,湿度维持在30%-60%,以适应不同木材特性。例如,硬木干燥需缓慢升温,避免表面硬化;软木则可适当加速。设备设计注重气流分布均匀性,减少局部过热风险。操作中需监控木材含水率变化,确保干燥后含水率稳定在8%-12%。定期清理过滤网和检查风机状态,能延长设备寿命并保障连续作业。该设备广泛应用于家具制造和建筑领域,为后续加工提供稳定原料基础。
烘干:这是木材烘干的重要阶段,根据木材的种类和含水率等因素,选择合适的烘干工艺参数。一般来说,烘干温度在 60 - 90℃之间,湿度控制在 30% - 60% RH 之间。在烘干过程中,要不断监测木材的含水率和烘干窑内的温度、湿度等参数,并根据实际情况进行调整。烘干时间根据木材的厚度和初始含水率而定,一般从几天到几周不等。调湿:当木材的含水率达到规定要求后,需要进行调湿处理。通过向烘干窑内通入适量的水蒸气,使木材表面的含水率略高于内部的含水率,从而消除木材内部的应力,提高木材的稳定性和加工性能。调湿温度一般在 50 - 70℃之间,湿度控制在 70% - 90% RH 之间,调湿时间为 12 - 24 小时。木材烘干工艺需根据木材初始含水率确定预热时间,初始含水率高则适当延长预热阶段。
不同种类的木材具有独特的物理特性和结构,这就决定了在木材干燥过程中需要采用差异化的干燥工艺,以确保干燥效果和木材质量。例如,松木、杉木等软木,其木材结构相对疏松,导管和细胞间隙较大,水分传导速度较快,在干燥过程中升温速度可以适当加快,但需注意控制湿度,避免因水分蒸发过快导致木材表面开裂。而橡木、胡桃木等硬木,木材结构致密,导管细小,水分传导困难,干燥过程中需要缓慢升温,逐步提燥窑内的温度,同时延长保温时间,确保木材内部水分能够充分蒸发,避免出现内裂或含水率不均匀的情况。此外,木材的厚度也是影响干燥工艺的重要因素,较厚的木材需要更长的干燥时间和更温和的干燥条件,以防止木材内外含水率差异过大,导致木材变形。因此,在进行木材干燥前,需对木材的种类、厚度等参数进行详细分析,制定个性化的干燥方案,才能达到理想的干燥效果。木材烘干设备的烘干舱需采用保温材料制作,减少热量散失,降低能耗。浙江微波木材烘干保养
木材烘干窑的热源选择影响能源消耗。浙江真空木材烘干窑
燃气烘干窑加热速度快:燃气燃烧产生的热量直接用于加热烘干窑,能快速提升窑内温度,提高烘干效率。热效率高:燃气燃烧充分,热量损失小,热效率一般在 85% 以上,相比传统蒸汽烘干窑能节省能源。温度控制精细:配备先进的温度控制系统,可根据木材烘干工艺要求精确调节温度,确保烘干质量。环保性能较好:与燃煤等传统能源相比,燃气燃烧产生的污染物较少,对环境友好。运行成本适中:燃气价格相对稳定,运行成本介于电加热和传统蒸汽烘干窑之间。浙江真空木材烘干窑
冷却阶段目的:避免高温木材直接接触外界冷空气导致表面收缩开裂,同时稳定木材含水率。操作:关闭加热系统,保持通风,使窑内温度缓慢降至与外界环境温度相差不超过 10℃(通常需 6-12 小时),湿度逐渐接近环境湿度。木材检测再次测量木材含水率,确保达到目标值且均匀(同一批木材含水率差异应≤2%)。检查木材外观:是否有开裂、变形、变色等问题,如有需分析原因并调整后续烘干工艺。堆放与陈化烘干后的木材需在通风、干燥的环境中堆放 2-4 周(即 “陈化”),让木材含水率进一步稳定,释放残余应力,避免后续加工时变形。堆放时仍需使用隔条,保持空气流通。木材烘干工艺中,若木材出现端裂,需在烘干前对木材端部进行封...
- 杭州热水加热木材干燥技术 2026-04-01
- 江苏炭化木木材烘干工艺 2026-04-01
- 杭州微波木材烘干保养 2026-04-01
- 杭州微波木材干燥炭化窑 2026-04-01
- 江苏高频真空木材烘干哪家好 2026-04-01
- 上海烟气木材干燥含水率 2026-04-01
- 上海热油加热木材烘干含水率 2026-04-01
- 上海红木木材烘干流程 2026-03-31
- 浙江防腐木木材干燥机 2026-03-31
- 浙江烘干木材干燥 2026-03-31


- 杭州木材干燥供应商 2026-03-31
- 浙江烟气木材烘干设备多少钱 2026-03-30
- 浙江红木木材干燥方法 2026-03-30
- 杭州热油加热木材烘干工厂直销 2026-03-30
- 热水加热木材烘干设备生产厂家 2026-03-30
- 上海木材烘干平衡含水率 2026-03-30





- 温州除湿木材烘干窑机 04-24
- 扬州除湿木材烘干窑机 04-24
- 杭州杉木木材烘干窑方法 04-24
- 台州真空木材烘干窑设备安装 04-24
- 淮安导热油木材烘干窑哪家好 04-24
- 安徽蒸汽木材烘干窑设备生产厂家 04-24
- 浙江杉木木材烘干窑方法 04-24
- 南京湿木材木材烘干窑机 04-24
- 杭州防腐木木材烘干 04-01
- 杭州热水加热木材干燥技术 04-01