- 品牌
- 赛纳威,HAL-TECH,深圳赛纳威
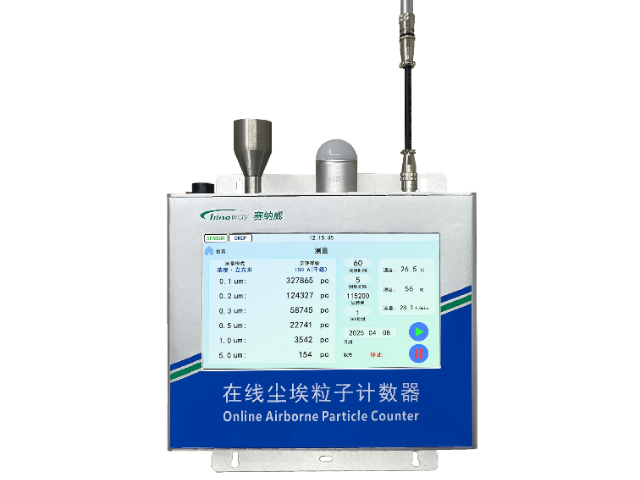
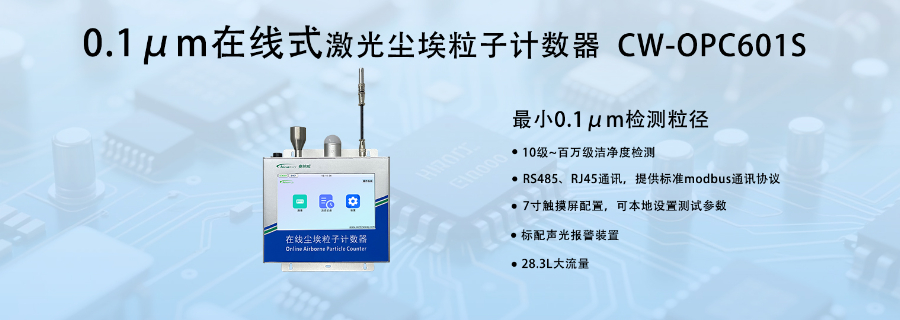
- 型号
- CW-OPC601S 0.1um,CW-RPC600S
- 类别
- 空气净化设备,酸雾净化设备,废气处理设备
在性能参数方面,有几个关键指标至关重要。首先是粒径通道,即仪器能够分辨的粒子尺寸范围,通常设有多个通道,如0.3μm, 0.5μm, 1.0μm, 5.0μm等,以满足不同洁净度标准(如ISO 14644-1)的要求。其次是计数效率,指仪器对特定粒径粒子成功计数的概率,通常使用标准粒子进行校准。另一个重要参数是误计数率或虚假计数率,即在没有真实粒子的情况下,仪器因电子噪声或其他干扰而产生的错误计数,高质量的设备具有极低的误计数率。此外,采样流量稳定性、自净时间、最大允许粒子浓度等也都是衡量仪器性能的重要尺度。采样点应布置在能表示整个洁净区域空气质量的关键位置。江苏空气尘埃粒子计数器维修
尘埃粒子计数器的采样策略是获得有效数据的关键。采样点的选择必须具有代表性,应覆盖关键工艺区域、产品暴露的点以及可能产生污染的风险区域。采样高度通常与工作平面一致。采样时,应避免在回风口、门边或人员活动频繁的正上方等气流紊乱的位置采样。采样管的长度和弯曲应尽可能短和少,以减少粒子在管壁上的损失。对于动态监测,采样探头应放置在能真实反映产品所处环境的位置。一个科学合理的采样方案,结合规范的采样操作,才能确保所获数据真实反映环境的实际洁净水平。河北悬浮尘埃粒子计数器哪家便宜在锂电池注液环节,尘埃粒子计数器持续监测注液舱微粒,防止微粒随电解液进入电池。
在洁净室环境中,尘埃粒子计数器扮演着“环境哨兵”的角色。根据ISO 14644-1标准,洁净室的等级评定依赖于对特定粒径粒子的浓度测量。技术人员会按照标准中规定的采样点数目和位置布点,使用计数器进行采样,并通过统计计算来确定洁净室是否达到设计的洁净级别。例如,ISO 5级(百级)洁净室要求每立方米空气中≥0.5μm的粒子数不超过3520个。日常监测中,计数器用于验证洁净室在动态(有生产活动)和静态(无生产活动但设备运行)条件下的粒子水平,确保生产环境始终处于受控状态。
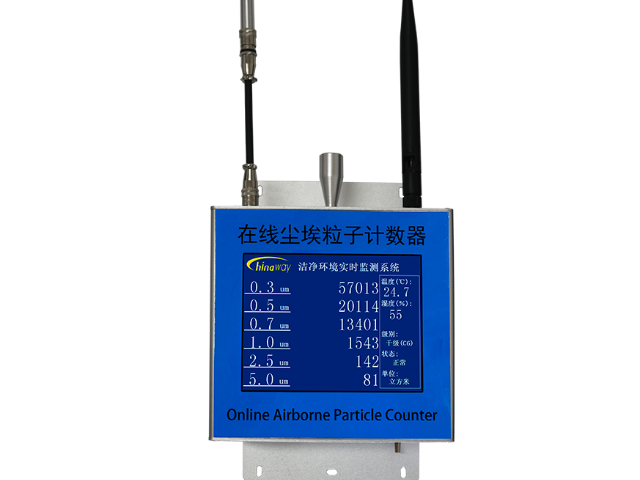
粒子计数器输出的直接数据是各粒径通道的粒子浓度,单位通常是“个/立方米”。解读这些数据时,需要同时关注总浓度和粒径分布。粒径分布揭示了不同大小粒子的数量构成,这对于污染源诊断极具价值。例如,如果小粒径粒子(如0.3-0.5μm)浓度明显升高,可能源于工艺过程中产生的烟雾或燃烧产物;而大粒径粒子(如5μm以上)浓度的突增,则更可能指向人员活动、设备磨损或外部空气渗入。将实时数据与历史基线或洁净室标准限值进行对比,是判断环境是否受控的基本方法。在汽车传感器封装环节,尘埃粒子计数器定期检测设备周边空气,确保传感器检测精度。

随着技术的发展,尘埃粒子计数器正朝着更智能化、网络化和多功能化的方向演进。现代好的计数器通常配备彩色触摸屏、直观的用户界面和强大的数据处理软件。它们支持无线通信(如Wi-Fi、蓝牙),可以将数据实时传输到监控系统或云端平台。一些仪器还集成了环境传感器,能够同时监测温度、湿度、压差和风速等多种参数。此外,为了应对生物污染的威胁,一些厂家开发了将粒子计数与微生物采样功能结合的设备,能够在对粒子计数的同时,将特定粒径范围的粒子(可能携带微生物)撞击到培养皿上进行培养,提供更完善的环境微生物负荷信息。尘埃粒子计数器的光源功率稳定装置能将功率波动控制在 ±2% 以内,确保检测数据可靠。广东凝聚核尘埃粒子计数器哪家服务好
其技术正朝着更高精度、更小体积和更智能化的方向发展。江苏空气尘埃粒子计数器维修
为确保尘埃粒子计数器长期稳定运行,延长仪器使用寿命,日常的维护保养工作必不可少,维护保养主要包括清洁、部件检查、性能测试和耗材更换等方面。在清洁方面,需定期清洁仪器的外壳和采样口,外壳可使用干净的软布蘸取适量酒精擦拭,去除表面的灰尘和污渍;采样口需使用专门使用的的清洁毛刷或压缩空气(经过高效过滤)清理,防止采样口堵塞或残留微粒影响后续检测结果。对于采样管,需每月拆卸下来进行清洗,可使用超声波清洗仪(配合专门使用的清洗剂)清洗内壁,去除附着的微粒和油污,清洗后需彻底晾干方可重新安装使用。在部件检查方面,需每周检查采样泵的运行状态,听泵的运转声音是否正常,有无异常噪音;检查电源适配器、数据线等配件是否完好,接口是否松动,确保供电和数据传输稳定。每月需检查光源的亮度和稳定性,若发现光源亮度明显下降或波动过大,需及时联系厂家进行维修或更换。江苏空气尘埃粒子计数器维修
除了硬件参数,品牌声誉、售后服务和技术支持同样至关重要。一个可靠的供应商应能提供及时的技术咨询、应用培训、维修和校准服务。检查其服务网络是否覆盖您所在的地区,备件供应是否充足。参考现有用户的评价和案例,可以帮助您做出更明智的决策。将总拥有成本(包括初始购价、维护费和校准费)纳入考量,而非只只比较初次购买价格。人工智能和机器学习技术将深度赋能粒子计数器。未来的系统能够通过学习海量的历史数据,自动识别不同设备、不同操作模式下粒子浓度的正常波动模式。当出现偏离该模式的微小异常时,系统能提前预警,提示可能发生的设备故障或过滤器性能衰退,从而实现预测性维护,将被动维修转变为主动管理,比较大化生产正常运行...
- 江苏在线式尘埃尘埃粒子计数器在线监测 2026-03-29
- 山东pms尘埃粒子计数器实时监测 2026-03-29
- 湖北远程尘埃粒子计数器哪家好 2026-03-28
- 广东空气尘埃粒子计数器 2026-03-28
- 福建多通道尘埃尘埃粒子计数器现货厂家 2026-03-28
- 广东便携式尘埃粒子计数器多少钱 2026-03-27
- 云南洁净车间尘埃粒子计数器排行 2026-03-27
- 北京pms尘埃粒子计数器原理 2026-03-27
- 海南赛纳威尘埃粒子计数器哪家好 2026-03-27
- 浙江六通道尘埃粒子计数器现货 2026-03-26
- 贵州在线式尘埃尘埃粒子计数器 2026-03-25
- 深圳激光尘埃粒子计数器厂家直销 2026-03-25
- 上海触摸屏尘埃粒子计数器价格 2026-03-25
- 河北metone尘埃粒子计数器厂商 2026-03-24
- 海南多通道尘埃粒子计数器源头厂家 2026-03-24
- 云南tsi尘埃粒子计数器原理 2026-03-24



- 中国香港尘埃粒子计数器哪家优惠 04-25
- 广东在线式尘埃粒子计数器价格 04-25
- 甘肃洁净车间粒子计数器厂商 04-25
- 江西在线式粒子计数器 04-25
- 江西六通道粒子计数器定制 04-24
- 甘肃远程粒子计数器厂家 04-24
- 中国台湾洁净车间粒子计数器定制 04-24
- 广东洁净室粒子计数器排行 04-24
- 辽宁手持粒子计数器价格 04-23
- 湖北台式尘埃粒子计数器多少钱 04-23