- 品牌
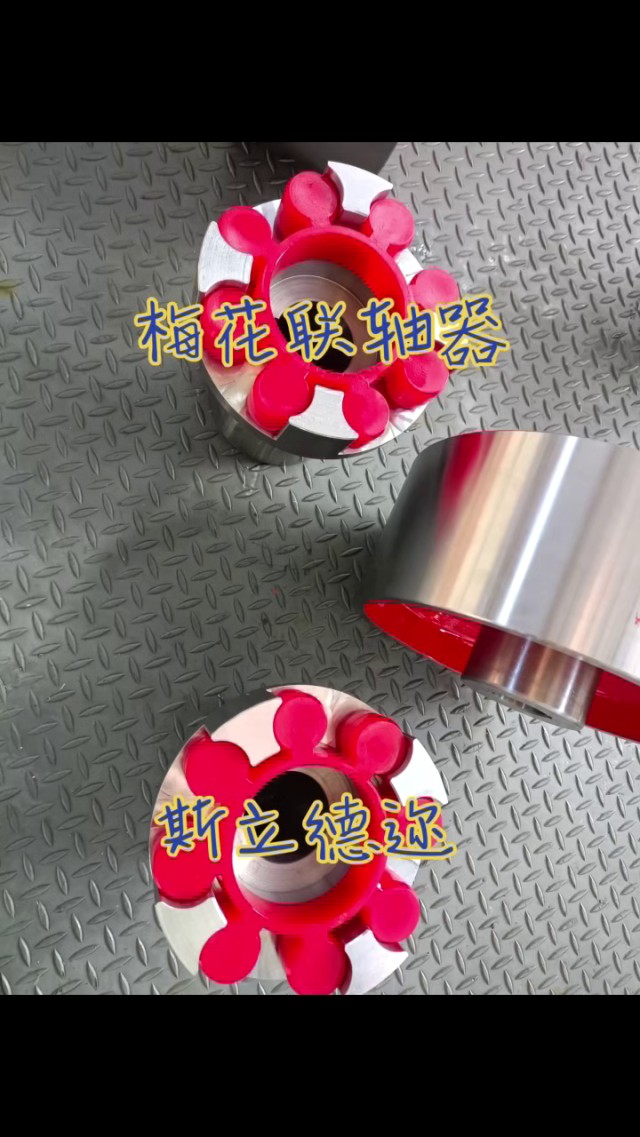
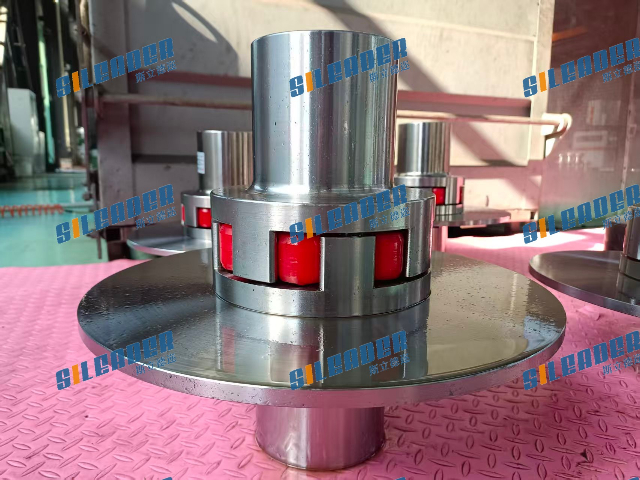
- 斯立德迩
- 型号
- 梅花联轴器
- 类型
- 弹性联轴器,万向联轴器,套筒联轴器,夹壳联轴器,梅花联轴器,非标定制,齿式联轴器,膜片联轴器,凸缘联轴器,鼓形齿联轴器,十字联轴器
- 材质
- 铝质,碳钢,合金,塑胶,聚氨酯
- 是否进口
- 否
- 样品或现货
- 样品
- 加工定制
- 是
选择梅花联轴器型号步骤
明确参数扭矩需求:额定扭矩需≥电机输出扭矩×安全系数(通常1.5~2.5倍,冲击负载取上限)
转速限制:许用转速需≥电机额定转速(如1500rpm电机需联轴器≥1500rpm)。
轴径匹配:联轴器内孔需与轴径适配(允许通过轴套微调,偏差≤5mm)。补偿能力评估径向偏差:补偿能力通常≤0.5mm(弹性联轴器)。
角向偏差:≤1.5°(聚氨酯弹性体)。
轴向偏差:≤1mm(需预留热膨胀间隙)。
工况适配性负载类型:平稳负载可选刚性联轴器,冲击负载需弹性联轴器(如梅花形)。
环境条件:高温(>100℃)选金属弹性体,腐蚀环境选不锈钢材质。
安装空间 HC型弹性柱销联轴器弹性元件为MC尼龙,其强度和耐磨性较高,且适用于有腐蚀的环境。青海卷筒梅花联轴器生产
梅花联轴器
LMZ-I型梅花联轴器的安装结合标准规范与实操
装前检查轴孔清洁:***轴和联轴器内孔的杂物、毛刺,确保无损伤。
尺寸匹配:确认半联轴器内孔直径、长度与轴伸尺寸相符,建议半联轴器长度比轴伸短10-30mm。
预热与装配热装法:对过盈配合的半联轴器,可加热至120-150℃(油浴或电加热)后套入轴颈,避免锤击损伤。冷装法:过盈量较大时,可采用液氮冷却轴颈后装配。
找正与对中径向/轴向偏差:使用百分表测量,外圆跳动≤0.05mm(外圆<250mm)或≤0.08mm(外圆>250mm)。
端面间隙:两半联轴器端面需平行,间隙误差控制在0-0.4mm内。
螺栓紧固顺序安装:螺栓从法兰盘小孔穿入,大孔穿出,依次套入缓冲套、弹性垫圈并拧紧螺母。扭矩控制:避免过紧导致弹性元件变形,安装后需手动转动确认无卡滞。
试运行检查启动前:检查螺母是否松动,联轴器外部可涂机油防锈。
空载测试:先空载运行1分钟,再逐步加载,观察振动和异响 青海卷筒梅花联轴器生产鼓形齿式联轴器常用型式 接电机轴伸型:适用于与电机配套的场合,轴孔可根据客户要求制造.

QGC型渐开线花键联接球面滚子联轴器性能优势高承载能力花键多齿啮合与滚子组件协同工作,可传递大扭矩(公称转矩范围覆盖500~50000N·m)传动精度高:渐开线花键的齿形精度(IT8~IT10级)确保传动平稳性,球面滚子减少附加振动长寿命设计:花键副采用20CrMnTi材质并配合碳氮共渗热处理,齿面硬度达HRC58,滚子组件经表面硬化处理典型应用冶金设备(如轧机主传动)、重型工程机械(如起重机回转机构)、船舶推进系统等大功率、重载场景
LMS梅花联轴器安装质量检查方法
对中精度检测使用百分表测量两半联轴器法兰盘的端面和外圆跳动:外圆<250mm时跳动值≤0.05mm,>250mm时≤0.08mm。轴向倾斜误差需≤0.02mm/m,径向位移≤0.05mm。间距与轴向对齐验证检测两半联轴节间距误差≤0.4mm,轴头端面需与半联轴节齐平。
梅花弹性体之间预留≥1mm缝隙,补偿热膨胀和动态偏移。螺栓紧固状态螺栓需按对角线分阶段拧紧(1/4→1/2→全扭矩),确保受力均匀。
检查缓冲套、弹性垫圈是否安装到位,螺母无松动。空载试运行启动前空载运行1分钟,检查振动和异响,振动值需符合电机标准(如1500r/min时≤0.085mm)。
维护建议每月检查弹性体磨损,定期涂油防锈。避免过载或长期超转速运行(>15300r/min) 当设备过载时,安全联轴器会通过剪断销或打滑等方式保护主、从动轴不受损坏。

NL型尼龙内齿圈齿式联轴器是一种采用尼龙内齿圈与金属外齿套啮合的挠性联轴器,具有轻量化、耐磨损和自润滑特性,广泛应用于中小转矩传动场景。结构与材料**组件尼龙内齿圈:采用MC尼龙或增强玻纤尼龙66注塑成型,经热处理后强度提升3倍,工作温度-20℃~+70℃12。金属外齿套:通常为45号锻钢或铸钢(ZG35Ⅱ),轴孔含圆柱形、圆锥形及短圆柱形设计特点鼓形齿设计补偿角位移(比较大1°30),允许轴向位移3-5mm25。分标准型(NL)和加强型(TGL),后者增设挡圈结构以适应高速工况性能参数扭矩范围:40N·m~315N·m(标准型),部分加强型号可达800N·m26。转速限制:许用转速与规格相关,需根据具体型号查询传动效率:≥99%,噪音较金属联轴器降低30%LCA型轮胎式联轴器柔性,阻尼大,补偿量大。结构简单,装配容易。要更换轮胎时无需轴向移动联轴节。青海卷筒梅花联轴器生产
安装联轴器时,需严格控制两轴的同轴度,避免因偏差过大导致部件早期磨损。青海卷筒梅花联轴器生产
梅花联轴器安装所需工具及操作要点如下
清单测量工具激光对中仪:用于高精度检测两轴同轴度(径向/角向偏差≤0.05mm)
百分表+磁力表架:辅助校准轴端跳动量
装配工具梅花扳手/活动扳手:用于拧紧联轴器固定螺钉(推荐扭矩按厂家标准)铜棒/软锤:敲击安装时保护轴面,避免直接锤击金属部件
油盆+毛刷:清洁轴端及联轴器内孔(建议使用煤油或汽油)辅助材料生料带/润滑油:密封防锈处理水平仪/垫铁:调整设备底座确保轴心水平
注意事项安装前需预热半联轴节至120-150℃(油浴或烘箱),便于套装3弹性体与突爪间隙需均匀,避免偏移或松动2**终同轴度要求:外径≤250mm时跳动≤0.05mm,>250mm时≤0.08mm 青海卷筒梅花联轴器生产
斯立德迩(江苏)传动技术有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在江苏省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,斯立德迩传动技术供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!

- 山东整套梅花联轴器优势 2026-01-16
- 北京销售梅花联轴器优势 2026-01-15
- 黑龙江弹性梅花联轴器生产厂家 2026-01-14
- 云南微型梅花联轴器常见问题 2026-01-13
- 吉林哪里有梅花联轴器加装 2026-01-13
- 新疆弹性柱销梅花联轴器价格 2026-01-13
- 新疆通用梅花联轴器厂家 2026-01-12
- 重庆附近梅花联轴器成交价 2026-01-12


