刀具是龙门加工中心实现表面质量控制的关键因素之一。选择合适的刀具可以有效地提高加工效率,降低表面粗糙度。在选择刀具时,要考虑以下几个方面——刀具的材料:刀具材料应具有良好的硬度、耐磨性和抗塑性变形能力。高速钢、硬质合金、陶瓷等材料具有较高的硬度和耐磨性,适用于高速切削和重载切削。刀具的几何参数:刀具...
龙门加工中心基本参数
- 品牌
- 全弗智能装备(南京)有限公司
- 型号
- 齐全
- 类型
- 龙门加工中心
- 界面语言
- 中文
- 安装方式
- 卧式,落地,立式,台式
龙门加工中心企业商机
龙门加工中心多轴加工的优势——提高加工精度:多轴加工可以实现更复杂的空间运动,有利于提高零件的加工精度。特别是对于复杂曲面零件和特殊形状零件的加工,多轴加工具有明显的优势。提高生产效率:多轴加工可以实现一次装夹完成多个面的加工,减少了装夹次数和换刀时间,有利于提高生产效率。同时,多轴加工可以实现连续不间断的切削过程,有利于提高刀具的使用寿命。降低生产成本:多轴加工可以减少装夹次数和换刀时间,从而降低生产成本。同时,多轴加工可以实现更高效的切削过程,有利于降低刀具的使用成本。龙门加工中心采用高速主轴、快速进给、高速换刀等技术,提高了加工效率。贵阳数控龙门龙门加工中心
龙门加工中心主轴调试的注意事项——检查主轴轴承的预紧力:主轴轴承的预紧力对主轴的刚度和热变形有很大影响。预紧力过大,会导致轴承寿命降低;预紧力过小,会导致主轴刚度不足。因此,应根据厂家提供的参数和实际需要,调整主轴轴承的预紧力。检查主轴的径向跳动:主轴的径向跳动会影响加工零件的圆度。在调试过程中,应使用千分表或百分表测量主轴的径向跳动,并根据厂家提供的参数和实际需要进行调整。检查主轴的轴向窜动:主轴的轴向窜动会影响加工零件的尺寸精度。在调试过程中,应使用千分表或百分表测量主轴的轴向窜动,并根据厂家提供的参数和实际需要进行调整。浙江数控大型龙门加工中心龙门加工中心的主轴转速高,进给速度快,能够满足高速加工的需求。

龙门加工中心主轴调速的方法——机械调速:机械调速是通过改变传动比来实现主轴转速的调整。在龙门加工中心中,常用的机械调速方式有齿轮传动、皮带传动等。齿轮传动结构简单,传动精度高,但传动效率较低;皮带传动传动效率高,但传动精度较低。因此,在选择机械调速方式时,需要根据实际加工需求进行选择。变频调速:变频调速是通过改变电机的工作频率来实现主轴转速的调整。变频调速具有调速范围广、调速精度高、启动平稳等优点。在龙门加工中心中,变频调速已经成为主流的调速方式。变频调速系统主要由变频器、电机、编码器等组成。变频器通过对电机工作频率的调节,实现主轴转速的调整;编码器用于检测主轴的实际转速,将实际转速反馈给变频器,实现闭环控制,进一步提高调速精度。矢量控制调速:矢量控制调速是一种先进的变频调速技术,它可以实现对电机转矩和转速的同时控制。在龙门加工中心中,矢量控制调速可以实现更精确的主轴转速调整,提高加工精度和效率。矢量控制调速系统主要由变频器、电机、编码器、矢量控制器等组成。矢量控制器通过对电机电流和电压的实时检测,实现对电机转矩和转速的同时控制,从而实现对主轴转速的精确调整。
龙门加工中心的吊装与定位——使用起重机将龙门加工中心吊装到预定位置,注意保持设备的水平和垂直方向。使用千斤顶将设备调整到设计高度,确保设备底部与地基接触良好。使用水平仪检查设备的水平度,如有问题应及时进行调整。使用螺栓将设备固定在地基上,确保设备稳定可靠。龙门加工中心的连接与调试——将设备的电气部分与外部电源连接,注意电缆的敷设和保护。将设备的液压部分与液压站连接,注意油管的敷设和保护。按照设备使用说明书的要求,对设备进行初次调试,确保设备各项功能正常。对设备进行空运行试验,检查设备运行过程中是否有异常现象。龙门加工中心的夹具采用液压夹紧方式,具有较高的夹紧力和稳定性。
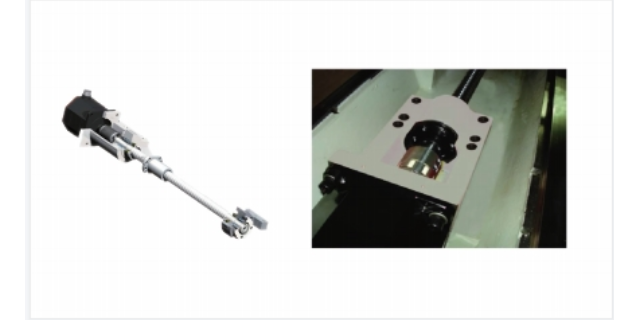
导轨和丝杠是龙门加工中心的重要传动部件,其性能直接影响到加工中心的加工精度和刚性。因此,在选购龙门加工中心时,要选择合适的导轨和丝杠。导轨类型:导轨的类型主要有直线导轨和滑动导轨。直线导轨具有较高的刚性和较低的摩擦系数,适用于高速、高精度的加工;滑动导轨成本较低,适用于中低速、低精度的加工。丝杠类型:丝杠的类型主要有滚珠丝杠和滚柱丝杠。滚珠丝杠具有较高的传动效率和较低的摩擦系数,适用于高速、高精度的加工;滚柱丝杠成本较低,适用于中低速、低精度的加工。龙门加工中心的导轨和主轴采用高精度制造工艺,保证了机床的精度和稳定性。安徽复合龙门加工中心
龙门加工中心的导轨采用直线滚动导轨,具有较高的刚性和承载能力,保证了机床的高速运动性能。贵阳数控龙门龙门加工中心
刀具是龙门加工中心实现表面质量控制的关键因素之一。选择合适的刀具可以有效地提高加工效率,降低表面粗糙度。在选择刀具时,要考虑以下几个方面——刀具的材料:刀具材料应具有良好的硬度、耐磨性和抗塑性变形能力。高速钢、硬质合金、陶瓷等材料具有较高的硬度和耐磨性,适用于高速切削和重载切削。刀具的几何参数:刀具的几何参数包括前角、后角、主偏角、副偏角等。合理的刀具几何参数可以提高切削效率,降低表面粗糙度。一般来说,前角越大,切削力越小,表面粗糙度越低;后角越大,刀具寿命越长,但切削力和表面粗糙度会相应增大。贵阳数控龙门龙门加工中心
与龙门加工中心相关的文章
广州双头龙门加工中心
- 湖南数控大型龙门加工中心 2025-11-12
- 石家庄大型数控龙门加工中心 2025-11-12
- 西藏金属龙门加工中心 2025-11-12
- 河北高精度龙门加工中心 2025-11-12
- 山西数控大型龙门加工中心 2025-11-09
- 沈阳零件龙门加工中心 2025-11-07
- 沈阳电动龙门加工中心 2025-11-07
- 乌鲁木齐重型龙门加工中心 2025-11-07
- 石家庄多轴龙门加工中心 2025-11-06
- 乌鲁木齐高精度龙门加工中心 2025-11-06
- 武汉零件龙门加工中心 2025-11-06
- 香港高精度龙门加工中心 2025-11-05
与龙门加工中心相关的产品


与龙门加工中心相关的新闻
-
四川零件龙门加工中心 2025-11-04 00:12:50龙门加工中心刀具寿命的影响因素——刀具材料:刀具材料是影响刀具寿命的重要因素。不同的刀具材料具有不同的硬度、耐磨性、抗腐蚀性等性能。一般来说,刀具材料的硬度越高,耐磨性越好,刀具寿命越长。然而,过高的硬度会导致刀具脆性增加,容易断裂。因此,在选择刀具材料时,需要根据具体的加工要求和工件材料来综合考虑...
-
福建数控龙门加工中心 2025-11-03 01:01:50立柱是龙门加工中心的支撑部件,承受着机床的主要重量和切削力。立柱的结构形式有固定式、升降式和倾斜式三种。固定式立柱是将立柱与床身直接连接,无法调整高度,适用于小型龙门加工中心。升降式立柱是通过液压缸或气缸驱动立柱上下移动,可以调整立柱的高度,适用于中型龙门加工中心。倾斜式立柱是将立柱与床身之间设置一...
-
长春高稳定龙门加工中心 2025-11-03 04:01:54龙门加工中心的电气系统是控制机床运动和加工的关键部分。电气系统的故障会导致机床无法正常工作,因此,应定期对电气系统进行检查和保养。首先,检查电气元件的工作状态,如有异常应及时更换。其次,检查电气线路的连接情况,如松动应及时紧固。较后,对电气系统进行清洁,消除灰尘、油污等杂物。龙门加工中心的液压、气动...
-
福建高速龙门加工中心 2025-11-03 07:02:42龙门加工中心的动态性能——动态性能是指加工中心在加工过程中,刀具与工件之间的相对速度和加速度的准确性。龙门加工中心的动态性能主要包括快速移动速度、加速度、减速度等。这些参数会影响到加工零件的表面粗糙度和刀具的使用寿命。快速移动速度:快速移动速度是指加工中心在加工过程中,刀具与工件之间的相对速度。快速...
与龙门加工中心相关的问题
与龙门加工中心相关的标签
新闻资讯
产品推荐
-

西安模具五轴联动加工机
2026-01-15 -

青海自动化五轴联动加工机
2025-12-19 -
广州小型五轴联动加工机
2025-12-18 -
南京数控五轴联动加工机
2025-12-18 -
乌鲁木齐复合五轴联动加工机
2025-12-18 -
宁夏多功能五轴联动加工机
2025-12-18 -
福建模具五轴联动加工机
2025-12-18 -

西安复合五轴联动加工机
2025-12-18 -
福州环保五轴联动加工机
2025-12-17