比起传统人工,抛光研磨机器人的优势还是很明显的,打磨抛光力控系统来说:外观上,一致性高、光洁度好、废品率低;效率上,调试简单,能连续生产;产量上,机械产量可固化,加工时间准确到秒;精度上,系统控制精度高,误差范围小;流程上,使用标准化流水线制造,每个环节均可控制,保证品质如一。DFC打磨力控系统安装在机器人上,使得打磨机器人实现打磨过程中的精度至高、加速能力强、刚性好等优点,打磨力控系统直接安装在机器人末端,本体内置线与气管即插即用,无须繁琐接线,一体式结构,可长久维持无故障率。打磨力控系统还可以使打磨机器人在打磨过程中保持原有的高性能,轻松应对3C、汽车、家具、家电、厨卫、航空航天、运动用品、新材料新能源等领域的智能力控系统解决方案。力控系统 ,就选大儒科技(苏州)有限公司,有需要可以联系我司哦!销售力控系统市场前景

为保证打磨抛光效果得到有效保证,使用DFC智能力控系统力控系统来实现批量打磨。在DFC力控系统执行器末端安装上客户原有的打磨抛光工具即可实现力控系统的柔性执行。例如在DFC力控系统末端安装角磨机实现焊缝打磨或者焊渣清理。可以根据需要安装千叶片或着不锈钢碗刷;安装千叶片可以进行焊接飞溅的打磨、表面磕碰划伤的打磨、焊缝余高的磨平及加工余高的打磨等工作;安装不锈钢碗刷可以进行长大焊缝的打磨,主要作用是去除焊接区域的氧化皮。打磨焊缝表面不得有裂纹、焊瘤、烧穿、弧坑沙眼等缺陷。抛光后焊缝不得有表面气孔、夹渣、弧坑、裂纹、电弧擦伤、打火等缺陷。更换抛光机实现的磨抛效果,用布轮把不锈钢产品抛光成有光泽的表面或焊接部位打磨后抛光。抛光前需要把产品表面打砂处理,不能显亚光感觉,抛光后焊接表面不得有气孔、夹渣、弧坑、裂纹、电弧擦伤、打火等缺陷。柔性控制力控系统给您好的建议力控系统 ,就选大儒科技(苏州)有限公司,用户的信赖之选,欢迎您的来电!
产品均一性差。尤其是打磨现场的噪声和粉尘污染对工人的伤害特别大。基于力控的打磨抛光机器人能够实现高效率、高质量的自动化打磨,是替代人工打磨的行之有效的解决方案。力控系统机器人系统由以下几部分组成:工业机器人、六维力-力矩传感器、打磨工具、工作台、路径规划与力控反馈软件系统及PC机。力控系统机器人主要是打磨力控制技术,通过控制加工轨迹和打磨工具与工件的接触力,以满足力和位置两方面的工艺要求,保证打磨质量。大儒科技的力控系统系统通过力控制系统控制打磨加工过程,使机器人具备了良好的对接触力感知和控制能力,实现了高效率高质量的自动化打磨过程。用途实时监控、力控反馈、精密微调、稳定高效。
客户终端采用气动圆盘工具对圆棒类工件的外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调整位置,专机打磨的刚性接触使得打磨效率低,圆度不一致的缺陷,有待于改善。DFC力控系统安装在客户现有打磨专机上,保持圆棒匀速旋转通过滚筒线,在原有气动打磨机位置后,安装DFC力控系统,在力控系统执行器末端安装原有气动打磨机。按原有直线运动的轨迹实现柔性力控系统,但是DFC力控系统的柔性力控制功能使得快速移动的工件收到的打磨力在设定的力值范围内,使得原有的线性接触打磨为面接触打磨,使得不变化圆棒工件安装位置的情况下一次性力控系统,力控系统效率高,工件打磨后的圆度一致性好。大儒科技(苏州)有限公司是一家专业提供力控系统 的公司,期待您的光临!

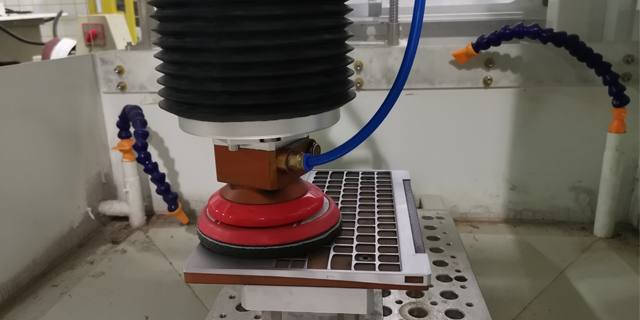
使用智能打磨力控系统是简单有效的恒力打磨加工方法。通过在KUKA工业机器人末端的气动柔顺力控制功能使得打磨工具始终压紧被加工表面,且压力大小保持恒定,根据规划路径调整机器人的末端位姿,同时按照设定参数自动更换砂纸等耗材,进一步保证打磨的质量。目前加工轨迹表面复杂、精度要求高的自由曲面类零件打磨抛光基本都是由人工手持作业工具并依赖于工人的经验来完成的,这很难保证自由曲面零件的形位精度、表面微观物理属性,且制造成本较高,制约了成型模具加工技术的发展;尤其是目前的人工作业难以保证质量的一致性及加工效率,据统计精整加工占整个模具制造工时的42%左右,繁重的作业任务及低效率使得某些装备的研制周期受到严重的影响。大儒科技(苏州)有限公司力于提供力控系统 ,欢迎新老客户来电!正规力控系统货源推荐
大儒科技(苏州)有限公司为您提供力控系统 ,期待为您服务!销售力控系统市场前景
气动圆盘工具对圆棒类工件的外表面进行打磨,实际打磨时气动打磨机来回移动,圆棒工件旋转移动,气动打磨机与圆棒工件之间线接触的打磨,要想打磨圆棒工件的整个外圆周,圆棒工件不但要进行轴线移动,还需要径向的调整位置,专机打磨的刚性接触使得打磨效率低,圆度不一致的缺陷,有待于改善。DFC力控系统安装在客户现有打磨专机上,保持圆棒匀速旋转通过滚筒线,在原有气动打磨机位置后,安装DFC力控系统,在力控系统执行器末端安装原有气动打磨机。按原有直线运动的轨迹实现柔性力控系统,但是DFC力控系统的柔性力控制功能使得快速移动的工件收到的打磨力在设定的力值范围内,使得原有的线性接触打磨为面接触打磨,使得不变化圆棒工件安装位置的情况下一次性力控系统,力控系统效率高,工件打磨后的圆度一致性好。销售力控系统市场前景





