- 品牌
- 安普
- 型号
- AMP-EE01
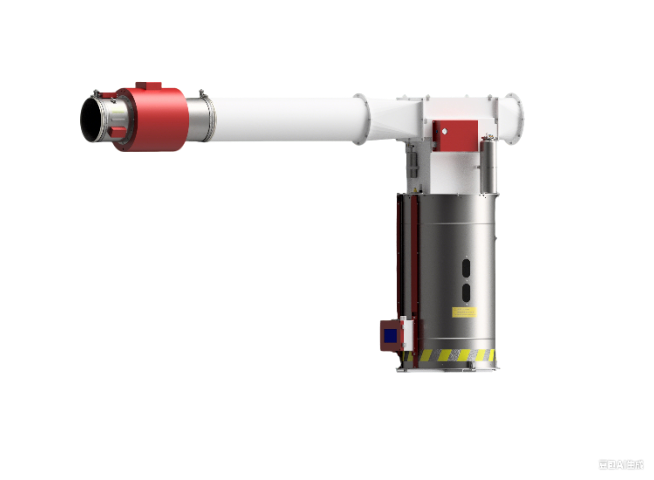
安普科技计划在2026年实现“火花探测-智能处置-数据分析”全链条智能化。例如,基于AI的火花预测模型可提前预警潜在火源,而“自动调向火花探测器”通过多传感器融合算法,将探测盲区减少至5°以内,较传统设备提升80%。目前,鹰眼探除器已搭载机器学习算法,可自动区分金属类型(如铁、铝、不锈钢)、判断其移动速度,并生成实时轨迹分析图表。在南通大生智慧化工厂项目中,该设备与MES系统集成,实现从原料到成品的全流程安全监控,生产效率提升20%。 数据追溯功能帮助企业优化原料采购,某化纤厂杂质率下降 60%,年省成本 9 万元。福建119探除器什么价格
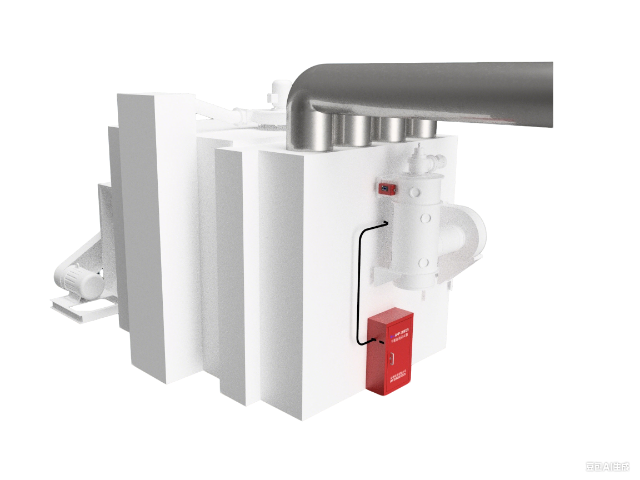
安普设备“探测-拦截-灭火”全链条防护,例如AMP-119D.MF多仓系统在检测到火花后,0.1秒内启动氮气灭火模块,避免传统设备报警不处置的缺陷。在山东某纺织厂滤尘管道火情中,该系统成功拦截直径0.8mm的火星,防止了价值80万元的滤尘设备烧毁。安普设备支持工业以太网或无线LoRa组网,当某区域触发报警时,其他探测器自动进入戒备状态。在天之华集团项目中,100台火花探除器形成联动网络,火情响应时间缩短至100ms内,较单台设备防护范围扩大3倍。 徐州鹰眼探除器二合一设备带一键复位,故障排除后重启,详情联系李经理。

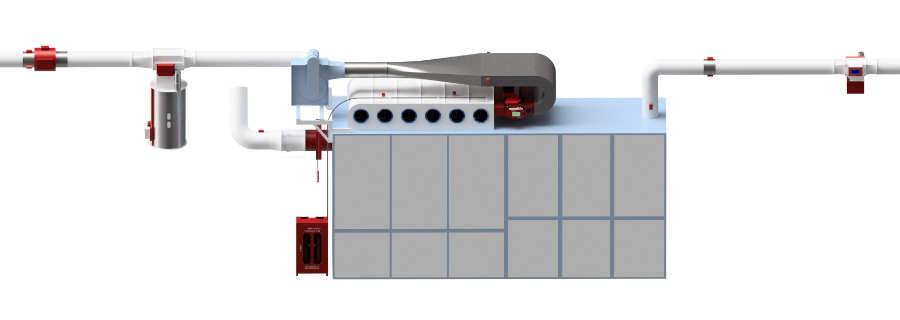
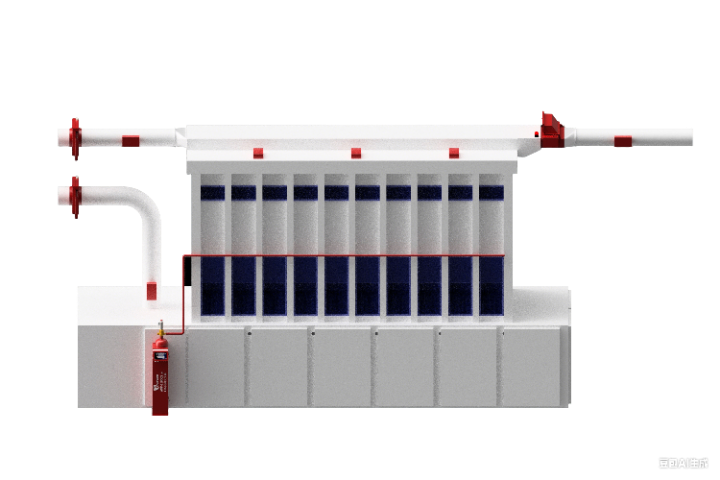
安普科技作为GB/T50481《棉纺织工厂设计标准》起草单位,其金属火花探除器参数被纳入行业规范。例如,AMP-119D.GC多路火花熄灭系统通过GB32276《纺织工业粉尘防爆安全规程》认证,在粉尘浓度200g/m³环境下,火花捕捉率较单点探测提升87%。这种合规性帮助客户通过安全生产验收,缩短项目周期15%以上。企业可在招标中直接引用安普标准作为技术门槛,如某纺织集团在采购中明确要求设备需符合安普制定的灵敏度指标,直接促成订单成交。安普科技累计突破多项技术,其中“自动调向火花探测器”通过多传感器融合算法,将探测盲区减少至5°,较传统设备提升80%。这种技术壁垒使其在市场占据70%份额,产品溢价率达30%。例如,针对锦纶混纺车间的静电干扰问题,安普开发了带静电补偿的火花探头;针对纤维素粉尘污染,设计了自清洁镜头,实现“一企一策”定制化解决方案。
董事长韩春阳作为行业开拓者,深耕红外防火技术研究三十余年,主导研发的首代红外防火报警器成为国内较早应用于纺织行业的产品,被棉纺行业认可采用。其提出的“防患优于扑救”理念,推动行业从被动灭火向主动防火转型。技术总监沈伟带领团队攻克“多光谱火花识别”技术瓶颈,相关技术获2024年江苏省技术奖。公司实行“扁平化管理+项目制运作”模式,重大决策由技术技术委会、市场委会和运营委会联合审议,确保研发方向与市场需求精细对接。2024年,管理团队提出“智能化+全球化”双轮驱动战略,计划三年内将智能产品占比提升至80%,海外营收占比突破40%。 安普科技有限公司主营金属火花探除器,若有需要,欢迎来电!

安普科技的产品不*覆盖纺织行业,还扩展至粮食加工、木材加工、食品加工等领域。例如,AMP-1000v14型金属探除器在粮食加工中可检测输送管道中的金属杂质,避免损坏磨粉设备;在木材加工中,火花探除器可拦截因机械摩擦产生的火星,防止木屑燃烧。这种跨行业适用性,使企业在多元化生产布局时无需重复采购设备,例如某综合性加工企业通过统一部署安普设备,实现了不同产线的标准化安全管理。针对高温生产环境,安普火花探除器内置恒温系统,可在-10℃至60℃的管道环境中持续稳定运行。其光学镜头配备自动擦拭装置,每小时进行一次微纤维清洁,避免粉尘附着影响探测精度。在化纤车间的应用中,设备通过氮气灭火模块避免原料受潮,同时支持高温环境下的连续作业,例如某化纤厂在80℃的纺丝车间安装后,未发生因高温导致的设备故障。 安普设备终身成本价换件,长期用更省,配件清单李经理发您参考。苏州金属探除器工厂直销
安普火花探测设备守护纺纱安全,想了解方案?联系李经理,获取定制报价。福建119探除器什么价格
安普科技的产品不*覆盖纺织行业,还扩展至粮食加工、木材加工、食品加工等领域。例如,AMP-1000v14型金属探除器在粮食加工中可检测输送管道中的金属杂质,避免损坏磨粉设备;在木材加工中,火花探除器可拦截因机械摩擦产生的火星,防止木屑燃烧。这种跨行业适用性,使企业在多元化生产布局时无需重复采购设备,例如某综合性加工企业通过统一部署安普设备,实现了不同产线的标准化安全管理。针对高温生产环境,安普火花探除器内置恒温系统,可在-10℃至60℃的管道环境中持续稳定运行。其光学镜头配备自动擦拭装置,每小时进行一次微纤维清洁,避免粉尘附着影响探测精度。在化纤车间的应用中,设备通过氮气灭火模块避免原料受潮,同时支持高温环境下的连续作业,例如某化纤厂在80℃的纺丝车间安装后,未发生因高温导致的设备故障。 福建119探除器什么价格
- 福建金属探除器什么价格 2026-06-28
- 天津金属火花探除器 2026-06-28
- 徐州鹰眼探除器厂家供应 2026-06-28
- 山西金属火花探除器维修价格 2026-06-14
- 山西星火探除器大概价格多少 2026-06-14
- 南通火花探除器工厂直销 2026-06-14
- 119探除器哪家好 2026-06-14
- 吉林火星探除器工厂直销 2026-06-14