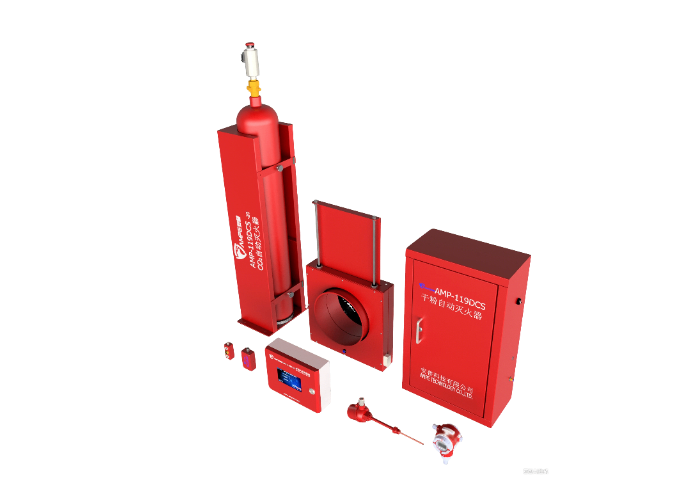
- 品牌
- 安普科技有限公司
- 型号
- AMP-119D.v21
- 重量
- 100kg
- 产地
- 江苏常州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 不锈钢
- 配送方式
- 物流
混纺车间原料种类多、切换频繁,不同纤维的火花特性差异明显,人工调整参数耗时较长。安普多路火花探除器内置多种原料对应参数库,可根据原料类型自动匹配检测方式,换料时无需频繁手动设置,缩短切换耗时。红外传感器可判断原料密度与颜色变化,自动调用适配方案,降低人工操作压力。设备符合纺织行业安全相关规范要求,可生成运行记录与安全报告,助力企业完成安全审核。设备响应速度快,出现火花可快速启动灭火与隔离动作,阻断火情扩散。投入使用后,混纺企业换产效率提高,安全隐患响应更及时,部分企业凭借稳定的安全管理能力拓展外部市场,订单结构得到优化。火花探测器带防爆认证,易燃易爆场景可用,更安全,详情联系李经理。河北地沟防火探测器联系

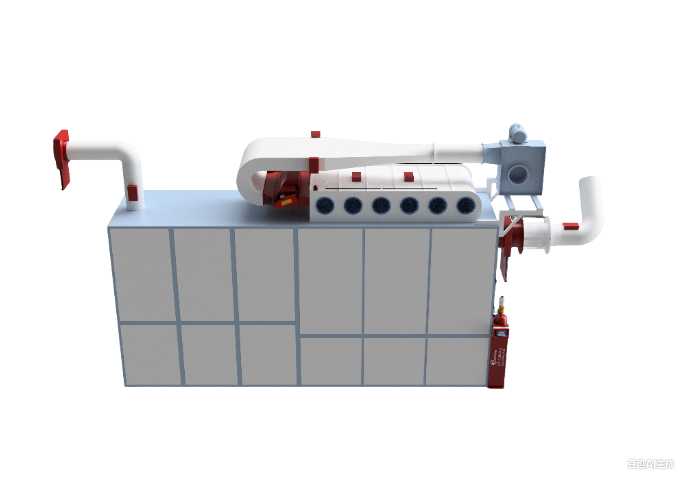
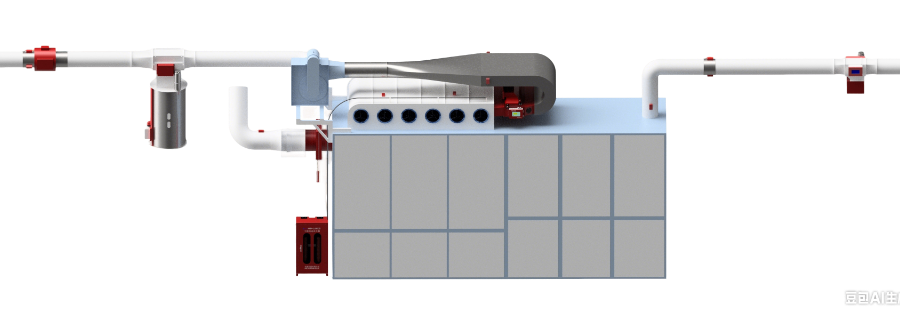
纺织前纺清梳联工序中,高速物料输送伴随高粉尘干扰,金属杂质与摩擦火花成为设备损伤和火灾的主要诱因。 安普金属火花一体机采用多频电磁感应与红外光谱双模块协同设计,金属探测端可快速识别直径 2mm 的铁屑、4mm 的不锈钢颗粒,火花探测端能捕捉微小摩擦燃屑,动态抗震动算法可以过滤设备高速运转产生的干扰,误报率在极低水平。 设备支持与清梳联生产线 PLC 系统无缝对接,探测到后 1 秒内启动气动剔除装置移除金属杂质,同步触发氮气灭火组件,避免火花引燃棉絮。 通过 GB/T19001 纺织工业标准及 CE 认证,适配棉、麻、化纤等多种原料输送管道,某华东纺织企业部署后,清梳联工序金属杂质检出率大幅提升,年减少设备维修成本 80 万元。浙江数字火花探测器符合安全设备标准火花探测器带氮气灭火,印染厂用,5ms 内扑灭火源,不影响布料,详情联系李经理。
销售层面,该技术为企业带来很大的效率提升与成本节省。某浙江多品种混纺厂有6条生产线,每月换产15次,采用传统设备时,每次换产损失2小时产能(按每条线每小时产纱100kg、纱价20元/kg计算,单次损失4万元),年损失720万元;安装安普多路设备后,换产无停机损失,年避免产能损失720万元,设备采购成本(1台主控制器+6台从单元,总48万元)需1.3个月收回。此外,设备的“多通道校准功能”允许不同通道针对不同原料单独校准(如1号通道校准棉纺、2号通道校准化纤),避免交叉干扰,某广东混纺厂应用后,各原料的火花检出率均保持100%,误报率降至每月0.1次,较传统设备减少90%无效停机,生产效率提升12%。
木材加工行业的废料堆积区(如木屑、边角料)易因自燃引发火灾,传统监测设备难以覆盖大面积堆积区域。安普大范围火灾预警系统采用红外热像仪组网监测,可覆盖数千平方米的废料堆积区,有效识别局部高温热点,提前预警自燃风险。系统支持自动巡航扫描,无需人工干预,探测到异常后立即触发声光报警与短信通知,联动洒水装置进行局部降温,某山东木材加工厂使用后,成功避免 4 次废料堆自燃事故,废料处理效率提升 30%,降低了安全损失。二合一设备带无线传输,数据实时同步,远程可监控,详情联系李经理。
作为安普科技智能化升级的重要产品,鹰眼探除器融合机器学习算法与高分辨率光谱分析技术,实现金属杂质的精细识别与智能处置。设备搭载 1.5GHz 四核处理器,内置 5000 组行业实测数据训练的识别模型,可自动区分铁、铝、不锈钢等材质,精细捕捉≥2mm 铁球、≥3mm 铝球及≥4mm 不锈钢球等杂质。在南通大生智慧化工厂项目中,该设备与 MES 系统深度集成,通过 AI 轨迹预测技术,提前拦截梳棉工序中的金属针布碎片,避免道夫针布损伤,使生产线设备故障率下降 60%。其创新的自动模拟测试功能,无需人工干预即可完成周期性自检,配合物联网云端管理,实现参数远程调整与故障实时诊断,大幅降低企业维护成本。金属探测器带便携设计,户外检测也方便,场景灵活,详情联系李经理。四川119A3探测器作用
三合一系统带联邦学习,多厂区数据共享,模型迭代快,防护升,详情联系李经理。河北地沟防火探测器联系
在纺织企业的清花、梳棉、并条等前纺工序中,原料输送速度快、粉尘浓度高,金属杂质与机械摩擦产生的火花,都会对设备与生产安全构成威胁。安普科技金属火花一体化检测装置,采用多频段电磁感应与红外光学监测组合方式,能够在高速输送状态下识别原料中混入的金属异物,同时对管道内出现的火花信号做出快速反应。设备自带抗震动与抗干扰处理逻辑,可适应车间连续运转环境,减少误动作带来的生产中断。装置可与生产线控制系统对接,出现异常时自动启动剔除或停机指令,降低设备损坏与火灾风险。整体结构采用防尘密封设计,适合棉纺、麻纺、化纤等多种纺织场景使用,帮助企业稳定生产流程,提升现场安全管理水平。
河北地沟防火探测器联系
- 山东119A3探测器价格 2026-07-15
- 湖北3000探测器维修价格 2026-07-15
- 湖南仓库防火探测器价格 2026-07-15
- 地沟防火探测器售价 2026-07-15
- 福建温度探测器如何定价 2026-07-15
- 福建地沟防火探测器设备厂家 2026-07-15
- 江苏金属火星探测器维修价格 2026-07-15
- 山东气体探测器生产厂家 2026-07-15


