- 品牌
- 安普科技有限公司
- 型号
- AMP-119D.v21
- 重量
- 100kg
- 产地
- 江苏常州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 不锈钢
- 配送方式
- 物流
纺织滤尘管道智能监测系统针对纺织厂滤尘系统的高风险区域(如滤袋前端、风机入口)设计,技术上采用边缘计算与云端分析结合的架构,可实时处理1000+台探测器的数据流。其AI算法通过分析历史报警数据,可预测设备故障概率并生成维护工单,例如提前预警传感器污染或电路老化问题。系统支持数字孪生建模,可模拟火花扩散路径并预测火情发展,将预警时间提前至火花产生前秒。更创新的是,设备内置联邦学习框架,可跨厂区共享数据而不泄露生产机密,某纺织集团通过该技术将模型迭代周期从3个月缩短至2周,提升整体安全防护能力。销售方面,该系统支持手机APP、电脑网页端远程操控,管理人员可实时查看探测器状态、历史报警记录及灭火事件数据。通过与MES系统深度集成,平台能将安全数据与生产流程绑定,例如金属污染事件自动关联原料批次,帮助企业建立质量追溯体系。某大型纺织园区部署后,成功将一次滤尘管道火情控制在初始阶段,减少直接经济损失超10万元。平台提供定制化开发服务,可根据企业需求增加预警阈值、报表模板等功能,年费模式降低初期成本。 金属探测器多模式切换,混纺厂用,棉麻化纤各适配,详情联系李经理。湖南二合一探测器
提供定制化合规报告,帮助企业通过 OSHA、ATEX 等认证,某福建企业凭借此进入北美市场,首年销售额突破 200 万美元。设备适配纺织行业 GB/T 50481 标准,在招投标中作为加分项,某江苏家纺厂因此续签 3 年订单,金额增长 20%。针对特殊需求(如铝制碎拉链检测),鹰眼三代设备可精确识别 Φ2mm 铝颗粒,在山东某废纺企业的应用中,成功解决梳理机针布损伤问题,设备采购量从 3 台追加至 15 台。其智能调向探测器通过多传感器融合算法,自动追踪火花运动轨迹,拦截准确率较传统设备提升 30%。江苏二合一探测器方案金属探测器带无线传输,老厂改造易,不用布线,详情联系李经理。
安普科技金属探测器的主要优势在于多频电磁感应系统,可同时发射 20kHz、50kHz、100kHz 三个频段的交变磁场,针对不同金属材质的电磁特性实现精确识别:对铁磁性金属(如铁钉、铁屑),低频 20kHz 频段能通过磁滞效应捕捉直径2mm 的颗粒;对非铁金属(如铜丝、铝屑),高频 100kHz 频段借助涡流效应检出直径4mm 的杂质;对弱磁性的不锈钢,中频 50kHz 频段可突破传统单频设备的灵敏度瓶颈,实现直径≤2mm 不锈钢球 100% 检出。为适配纺织车间复杂环境,设备内置自适应调节模块,能根据原料湿度(30%-90% RH)和纤维密度动态调整参数 —— 在棉纺清棉工序中,当原料湿度超过 75% RH 时,系统自动提升低频段增益 15%,避免水汽导致的信号衰减;在化纤纺丝车间,纤维密度较高时,高频段采样频率从每秒 500 次提升至 1000 次,确保高速流动的细小组分不被遗漏。
销售层面,该技术为企业带来很大的效率提升与成本节省。某浙江多品种混纺厂有 6 条生产线,每月换产 15 次,采用传统设备时,每次换产损失 2 小时产能(按每条线每小时产纱 100kg、纱价 20 元 /kg 计算,单次损失 4 万元),年损失 720 万元;安装安普多路设备后,换产无停机损失,年避免产能损失 720 万元,设备采购成本(1 台主控制器 + 6 台从单元,总 48 万元)需 1.3 个月收回。此外,设备的 “多通道校准功能” 允许不同通道针对不同原料单独校准(如 1 号通道校准棉纺、2 号通道校准化纤),避免交叉干扰,某广东混纺厂应用后,各原料的火花检出率均保持 100%,误报率降至每月 0.1 次,较传统设备减少 90% 无效停机,生产效率提升 12%。鹰眼探测器带 AI 视觉,食品级 316L 材质,饮料厂用,金属杂质识 2mm,详情联系李经理。

对于拥有多条生产线、多管道并行的大型纺织企业(如年产 5 万吨以上的集团),多路设备的多通道协同能力可大幅提升管理效率。某山东纺织集团有 8 条生产线、24 条输棉管道,传统方案需 24 台单通道探测器,配备 4 名巡检员(每人负责 6 条管道),每天巡检耗时 4 小时;采用 1 台多路主控制器 + 12 台从单元(覆盖 24 条管道),需 1 名巡检员通过主控制器触摸屏查看所有通道状态,每天耗时 1 小时,年节省人力成本 28.8 万元(按人均年薪 9.6 万元计算)。设备的 “集中联动” 功能避免跨通道火情扩散,某浙江化纤厂曾发生 3 号管道火花,传统设备关闭 3 号管道,火情蔓延至相邻 4 号管道;多路设备触发跨通道联动,同时关闭 3-5 号管道并启动总灭火,避免损失扩大,单次减少损失 50 万元。鹰眼探测器带小巧设计,生产线嵌入易,不占空间,详情联系李经理。四川红外探测器售后
火花探测器带定时自检,无人车间用,故障早发现,详情联系李经理。湖南二合一探测器
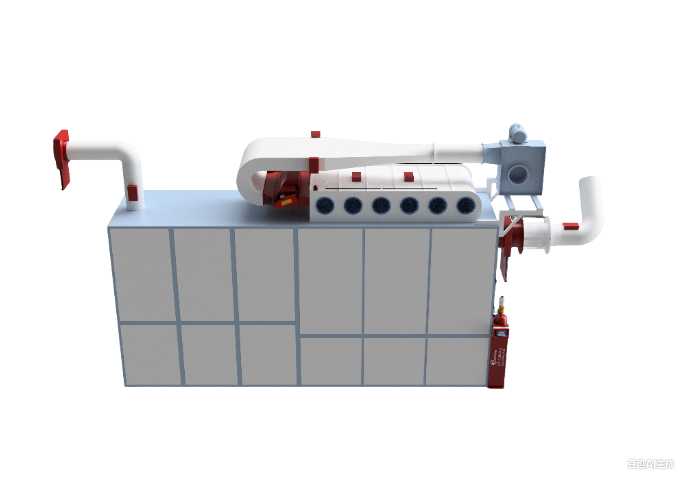
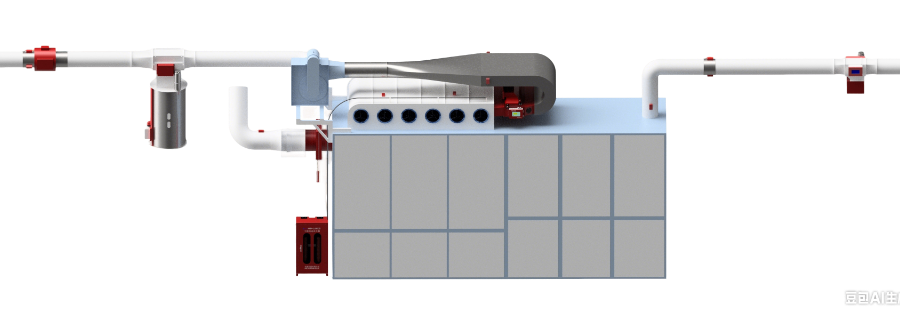
针对纺织前纺主要痛点研发的明星产品,AMP-119D・MF多仓混棉火花拦截系统,从技术底层解决了多仓环境下“探测盲区多、灭火不精确”的行业难题。其采用“一仓一控”分布式架构,单台主机可同步管理6-12个混棉仓,每个仓室配备2组高敏红外阵列探头,呈30°角交错安装,实现对仓内物料输送轨迹的360°无死角监测,能精确捕捉直径≤的摩擦火花,哪怕是棉絮包裹的微小燃屑也能被识别,响应时间在100ms内。为适配纺织前纺多仓的复杂管道布局,系统支持10-180cm管径定制,通过动态风压补偿算法,自动适配不同仓室的物料流速(),避免因风速波动导致的误报或漏报。销售层面,该系统已通过GB粉尘防爆标准及ATEXExdbIICT6Gb认证,某江苏大型棉纺企业(年产能10万锭)部署后,多仓混棉工序的火花报警准确率从88%提升至,2024年全年成功拦截17次潜在火情,避免因棉仓起火导致的生产线全场停机(单次停机损失超50万元)。安普科技还为其提供“定制化安装+季度校准”服务,安装团队根据企业多仓布局图提前规划探头点位,用3天就完成12个仓室的改造,且质保期内提供探头清洁工具与校准软件,相比行业内“安装后不管”的模式,帮助企业减少30%的运维精力。 湖南二合一探测器

- 山东119A3探测器价格 2026-07-15
- 湖北3000探测器维修价格 2026-07-15
- 湖南仓库防火探测器价格 2026-07-15
- 地沟防火探测器售价 2026-07-15
- 福建温度探测器如何定价 2026-07-15
- 福建地沟防火探测器设备厂家 2026-07-15
- 江苏金属火星探测器维修价格 2026-07-15
- 山东气体探测器生产厂家 2026-07-15