- 品牌
- 安普科技有限公司
- 型号
- AMP-119D.v21
- 重量
- 100kg
- 产地
- 江苏常州
- 可售卖地
- 全国
- 是否定制
- 是
- 材质
- 不锈钢
- 配送方式
- 物流
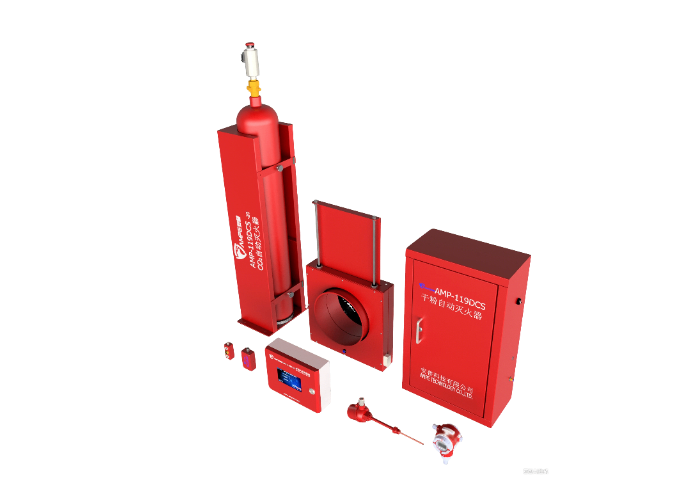
AMP-119D饲料行业火花拦截系统针对饲料生产中粉尘多、物料易结块的特点优化设计,技术上采用双通道红外探测阵列,可360°监测饲料输送管道内的火花,探测角度覆盖管道直径≤300mm的场景,搭配粉尘浓度自适应算法,当饲料粉尘浓度超过15g/m³时自动提升探测灵敏度,避免因粉尘遮挡导致漏检。系统的灭火拦截装置采用雾化水喷射设计,既保证扑灭火花,又避免过多水分影响饲料含水率(含水率波动在±0.5%内),同时配备防堵塞喷嘴,通过定时反向冲洗防止饲料残渣堆积。销售端,该系统符合《饲料生产企业安全规范》要求,已服务百余家规模化饲料企业,某猪饲料厂商使用后,成功拦截因粉碎机轴承磨损产生的火花17次,避免厂房粉尘爆燃问题;设备质保期长达18个月,厂家提供7×24小时远程技术支持,故障响应时间≤2小时,帮助企业减少因设备故障导致的生产中断。 金火探设备过 ATEX 认证,化工车间用,隔爆设计,适应 - 20℃环境,详情联系李经理。山东清梳联防火探测器如何定价

鹰眼金属火花探除器的主要突破在于金属探测与火花探测的深度融合,打破传统分立设备 “数据不互通、响应不同步” 的局限。金属探测模块采用 “微型多频线圈阵列”(16 组线圈,直径 80mm),可检出直径 0.8mm 的铁屑、1.0mm 的铜粒、1.2mm 的不锈钢碎屑,且线圈采用多层密绕工艺(匝数 1200 匝),在有限空间内提升磁场强度,适配清棉机喂棉箱、梳棉机道夫等狭小安装场景;火花探测模块则搭载高分辨率红外 CCD 传感器(像素 1280×720),通过 “图像灰度对比算法” 识别火花 —— 系统预先存储正常纤维流动的灰度基准值,当检测到局部灰度值骤升(火花灰度值是纤维的 5-8 倍)时,立即标记为异常信号,较传统单点传感器的抗干扰能力提升 3 倍,即使管道内存在粉尘反光也能精确区分。山东数字火花探测器应用详情火花探测器带全球服务,海外客户也能享,售后畅,详情联系李经理。
江苏某智能纺织厂之前的防火系统是“各设备单独工作”,金属探测器检测到杂质、火花探测器报警、灭火系统启动,中间有延迟,2022年曾因延迟导致1台梳棉机烧毁,损失50万元。安普鹰眼设备的多设备联动技术,构建了“检测-联动-灭火”的闭环:检测到火花后50ms内停滤尘风机,100ms内启动灭火,3秒内扑灭,2023年全年拦截15次火情,没损失1台设备。而且联动日志能追溯——每次火情后,厂里通过日志复盘优化流程,把灭火响应时间从100ms缩短到80ms,安全系数更高了。设备还支持远程监控,总部能实时看12条生产线的检测数据,不用再派专人驻厂,年省人力成本万元。从整体看,12条线的联动系统28万元,1次就避免了50万元的损失,回报比1:,现在该厂的智能车间成了当地的“智能制造示范项目”,还拿到了相关50万元的专项补贴。
废旧纺织品回收(如旧衣物再生纺纱)生产中,原料含有的金属杂质(如拉链、纽扣、金属缝线)种类复杂、大小不一,且常伴随油污、染料残留,传统设备易出现误报、卡杂问题。安普鹰眼设备针对该领域开发废纺专项技术:金属探测模块采用“宽频电磁扫描”(10-200kHz可调),可识别拉链铝合金、纽扣铜合金等多种金属,且通过“油污补偿算法”过滤油污导致的信号干扰;火花探测模块新增“染料反光排除功能”,通过分析染料的红外反射光谱(如分散染料反射峰μm),与火花光谱(μm)区分,误报率在每月次以内;排杂机构采用“大口径通道+耐高温橡胶”(直径80mm,耐温120℃),避免废旧纤维团卡堵,排杂成功率达。 金火探设备带急停联动,木工机械用,火花即停机,防问题扩,详情联系李经理。
针对羊毛、化纤等细分原料领域,安普金属探测器的原料专项方案为客户创造价值。内蒙古某羊毛纺织厂(年产羊毛纱1万吨)此前因羊毛含金属杂质,细纱机罗拉每月平均划伤2次,单次维修成本2万元,停机损失3万元;安装适配羊毛的金属探测器后,金属杂质检出率从75%提升至,罗拉划伤降至每季度1次,年节省维修与停机成本28万元,设备采购成本(3台,10.5万元)需4个月收回。在区域政策适配方面,安普深入研究各省市补贴政策,为客户提供补贴申报指导。中西部地区如新疆、甘肃,对纺织设备的补贴比例达25%,某新疆棉纺厂采购5台金属探测器(17.5万元),通过安普协助的补贴申报,获得万元补贴,实际成本降至万元;东部地区如江苏、浙江,侧重“智能制造”补贴,某江苏化纤厂将金属探测器接入MES系统,符合“智能检测装备”补贴条件,获得20%补贴(万元),同时因数据化管理,成功申报“江苏省智能制造示范车间”,额外获得50万元政策奖励。 安普金属探测器过 CE 认证,化纤厂用,抗静电干扰,不锈钢颗粒全检出,详情联系李经理。江苏压力探测器工厂直销
金火探设备带定制包装,运输安全,不易坏,详情联系李经理。山东清梳联防火探测器如何定价
销售层面,该技术为企业带来很大的效率提升与成本节省。某浙江多品种混纺厂有 6 条生产线,每月换产 15 次,采用传统设备时,每次换产损失 2 小时产能(按每条线每小时产纱 100kg、纱价 20 元 /kg 计算,单次损失 4 万元),年损失 720 万元;安装安普多路设备后,换产无停机损失,年避免产能损失 720 万元,设备采购成本(1 台主控制器 + 6 台从单元,总 48 万元)需 1.3 个月收回。此外,设备的 “多通道校准功能” 允许不同通道针对不同原料单独校准(如 1 号通道校准棉纺、2 号通道校准化纤),避免交叉干扰,某广东混纺厂应用后,各原料的火花检出率均保持 100%,误报率降至每月 0.1 次,较传统设备减少 90% 无效停机,生产效率提升 12%。山东清梳联防火探测器如何定价

- 山东119A3探测器价格 2026-07-15
- 湖北3000探测器维修价格 2026-07-15
- 湖南仓库防火探测器价格 2026-07-15
- 地沟防火探测器售价 2026-07-15
- 福建温度探测器如何定价 2026-07-15
- 福建地沟防火探测器设备厂家 2026-07-15
- 江苏金属火星探测器维修价格 2026-07-15
- 山东气体探测器生产厂家 2026-07-15