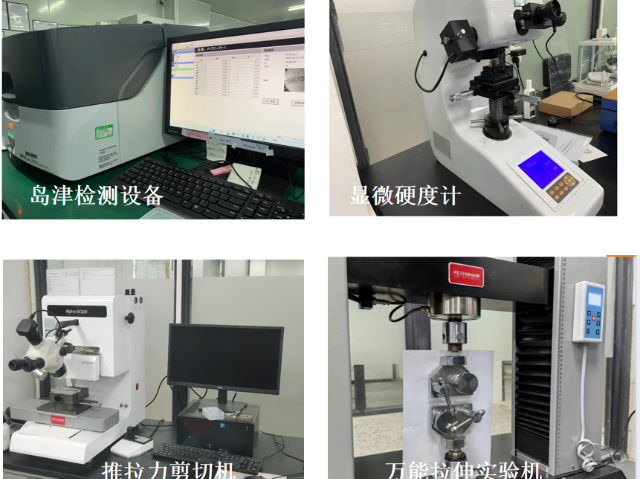
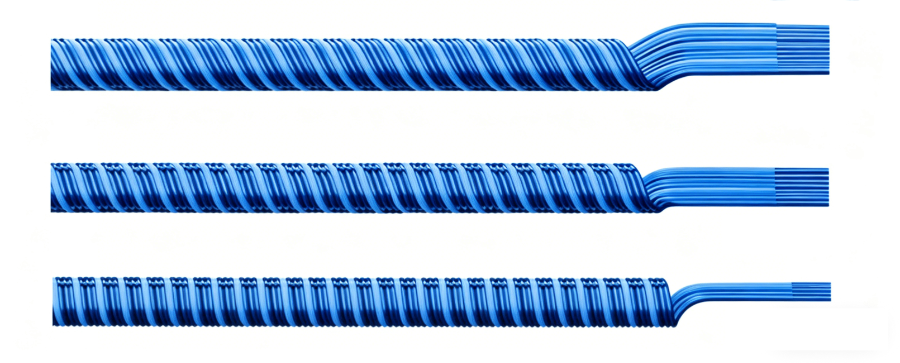
拉伸性能测试是评价铂铱合金力学行为的基本实验,屈服强度、抗拉强度和断裂延伸率是选材和工艺验证的**参数。测试方法按照ASTM E8/E8M《金属材料拉伸试验方法》执行,试样为显影环截取的直丝段,两端夹持于万能材料试验机的气动夹具中,以0.5至1 mm/min的十字头速度缓慢拉伸直至断裂。铂铱合金的典型力学性能范围为:抗拉强度300至600 MPa、屈服强度150至400 MPa(取决于铱含量和热处理状态)、延伸率15%至30%。加工硬化处理(冷拉丝)会使合金强度提升但延伸率下降,退火处理则相反,通过合理的工艺设计可以使强度和延展性达到临床需求的平衡。测试中需要特别关注断裂位置——理想情况下断裂应发生在标距段内而非夹持端,若断裂发生在夹持端附近往往反映夹持应力过大或试样制备存在缺陷。拉伸试验结果应记录完整的应力-应变曲线,工程上关注的0.2%屈服强度直接从曲线上读取。栢林电子深耕贵金属合金,显影环制造经验丰富。河南铂铱电极等离子刀头供应商

显影环X射线不透性的定量测试需要在标准化的X射线成像条件下进行,测试结果用于验证产品是否满足设计要求的显影效果。测试方法通常参照ASTM F640《医用X射线不透性材料显影能力的测试方法》或企业标准进行:将待测显影环样品放置于模拟体模(通常为30 g/L羟基磷灰石溶液模拟软组织密度)中进行X射线******拍摄,射线条件设定为临床常用参数(通常75 kVp、3 mAs),拍摄距离80至100cm。随后使用铝阶梯剂量计或专门使用的X射线光密度计测量显影环在图像中的光密度值,计算等效铝当量(mm Al)。为确保测试的可重复性,应固定X射线系统的校准周期、样品定位姿态和测量分析方法。此外,同一批次内显影效果的批次一致性(变异系数CV应控制在10%以内)也是质量控制的关注点——不同批次的合金成分波动或尺寸公差叠加可能导致显影效果出现批次差异。对于用于高灵敏度数字平板探测器系统的显影环,还应在实际临床系统上验证其在低剂量******条件下的可视性,以评估与现代高级影像设备的匹配性。河南铂铱电极等离子刀头供应商介入手术铂铱显影环符合医疗介入器械加工规范。

完善的批次追溯体系是医疗器械质量管理的法定要求,对于高风险植入物显影环尤为关键。追溯体系的重点是从原材料到成品的单向信息链路:每卷/每盘铂铱合金原材料锭坯分配惟一批号,附有化学成分证书(C of C)和物理性能数据;原材料经熔炼→锻造→拉丝→绕环→焊接→成品检验→包装全流程,每个工序均记录操作人员、设备参数、环境条件、原料批号和产出数量。发现任何质量问题时,通过批号反向追溯可在2小时内完成受影响产品的范围界定,支持监管部门要求的迅速召回行动。现代化追溯手段已开始引入二维码或激光打标技术——在显影环或支架单体包装上标记追溯码,与企业ERP/MES系统关联,扫描追溯码即可调阅该产品完整的生产检验记录。对于出口欧盟市场的产品,批次追溯还需符合欧盟医疗器械法规(MDR 2017/745)的要求,保留时间不少于15年(或器械预期寿命加2年,以较长者为准)。植入性器械的批记录还应当在产品使用登记与患者信息之间建立正向关联——在患者植入该器械后,相关批次信息应登记在患者病历和企业的警戒系统数据库中,为上市后随访(PMS)提供数据基础。
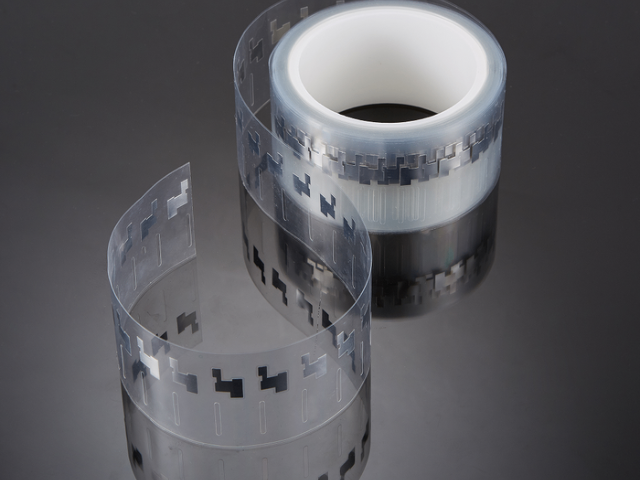
壁厚是决定铂铱显影环X射线可视性重要的几何参数,在一定范围内,壁厚增加与成像对比度呈近似线性正相关。以90Pt/10Ir合金为例,在标准******条件(75 kVp)下,0.1mm壁厚的铝当量约为0.8 mm Al,0.2mm壁厚提升至约1.6 mm Al,0.3mm壁厚约2.2 mm Al此后增幅趋于平缓,存在边际递减效应。壁厚设计的另一维度是截面积与支架骨架的比例——显影环截面积占支架骨架总截面积的比例越大,对支架整体柔顺性的削弱越明显。在追求***柔顺性的神经颅内支架中,显影环壁厚可能压缩至0.05mm甚至更薄(采用溅射或电镀工艺沉积),此时需要配合优化X射线******参数或使用高灵敏度数字平板探测器来补偿单环对比度的不足。超薄显影环的加工挑战在于壁厚均匀性的控制——不均匀的壁厚会导致环的局部应力集中,在压握或扩张过程中成为裂纹萌生点。此外,壁厚尺寸还决定了显影环的重量占比,在对器械通过性(profile)有***追求的快速交换(RX)型输送系统中,每零点几毫克的重量削减都意味着推送阻力的直接降低。介入手术铂铱显影环采用精密模具治具加工成型。

显影环的尺寸公差是产品技术规格中**重要的参数之一,直接关系到与支架主体的装配适配性和服役可靠性。直径公差的管控是**——在微型尺寸级别(<1.0mm),±0.02mm的偏差在相对意义上已达±2%以上,若支架骨架的配合间隙设计只有0.03mm,则超差的显影环将无法正常装配或装配后松动。宽度公差同样关键,尤其对于双环组合设计——两个显影环的宽度偏差叠加可能造成轴向定位超出设计窗口。壁厚公差影响显影性能和应力分布,常用精密测量方法包括:光学轮廓仪(垂直分辨率0.1μm)、扫描电子显微镜(SEM)截面分析和X射线断层扫描(CT)无损检测。质量控制采用统计过程控制(SPC)体系,对关键工序(拉丝、绕环、退火、焊接)的工艺参数进行实时监控和趋势分析。批次追溯要求每一盘/每一卷原材料与成品显影环建立完整的单向追溯链路,支持在发现质量问题时快速隔离受影响批次。此外,成品还需全尺寸三坐标测量仪(CMM)或光学测量系统逐件检验,直径、壁厚、宽度等关键尺寸均应记录存档。介入手术铂铱显影环表面处理工艺成熟稳定。河南铂铱电极等离子刀头供应商
介入手术铂铱显影环适配多种介入手术器械使用。河南铂铱电极等离子刀头供应商
铂铱显影环的直径规格需要与配套支架的标称直径严格匹配,常见的配套范围从2.0mm(外周血管微型支架)到超过40mm(大口径主动脉覆膜支架系统)不等。直径规格的选型逻辑建立在介入***的解剖学适配基础之上:冠脉支架通常搭配直径0.2mm至0.4mm的显影环,因为冠脉血管直径细小,支架骨架本身已足够薄,显影环只需在标准******下清晰可见即可;外周血管支架对显影环直径的要求则取决于靶血管的迂曲程度和钙化负荷——高迂曲病变需要更软更细的显影环以顺应弯折路径,而严重钙化病变则需要更粗的显影环以确保在钙化斑块遮挡下仍保持可视性。直径规格的公差控制是品质管控的重点——通常要求控制在标称直径的±0.02mm以内,过大的正公差会导致显影环凸出血管壁过多增加血栓风险,过大的负公差则使显影环与支架骨架贴合不紧密产生松动风险。批量生产中,直径的批次一致性通过过程能力指数(Cpk)监控,医疗级要求Cpk≥1.33。河南铂铱电极等离子刀头供应商
汕尾市栢科金属表面处理有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的电子元器件中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,汕尾市栢科金属表面处供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!