- 品牌
- 迅传智能
- 型号
- 齐全
- 类型
- 长条台流水线,双拼式流水线,飞机台/独立台流水线,滚筒线
磁悬浮输送线多动子系统的智能调度算法,是提升整体产能的“关键大脑”。该算法通过实时采集生产任务数据(如订单量、工序优先级)和动子运行状态(位置、速度、负载),构建动态优化模型,为每个动子规划适合运动路径与速度参数,实现数十乃至数百个动子的高效协同。在高密度运输场景中,算法能通过“预判避让”机制避免动子碰撞——当两个动子即将在交叉轨道相遇时,系统会提前(从),或临时切换路径,使拥堵概率降低至,较传统输送线的人工调度效率提升5倍。针对多品种混线生产(如同时加工果汁、酸奶、碳酸饮料),算法可根据产品特性动态分配资源:为易碎的玻璃瓶动子分配低速平稳路径,为耐冲击的PET瓶动子规划高速通道,并优先保障紧急订单的动子通行权。这种准确调度使产线的设备利用率从70%提升至90%,单日整体产能提高30%,完美适配现代制造业“多批次、小批量”的生产节奏。模块化设计理念,方便用户根据需求灵活组合和调整多动子系统。黔江区智能多动子定制

传统输送方式长期受限于皮带、链条等接触式传动的固有缺陷:皮带易因摩擦出现裂纹,链条需频繁润滑否则会卡涩,平均每3个月就需停机更换配件,维护成本占设备总投入的20%;运行时摩擦噪音常达85分贝,远超车间65分贝的环保标准;定位精度只能控制在±,难以满足精密制造需求;且轨道一旦固定便无法调整,改造成本高达原投入的50%。磁悬浮输送线多动子系统从根源上解决了这些痛点:非接触式悬浮驱动彻底消除机械磨损,使设备寿命延长至10年以上,维护成本降低70%;运行噪音降至50分贝以下,符合绿色工厂标准;十微米级定位精度(±10μm)适配精密加工;轨道可灵活拆装重组,改造成本只有传统线的15%。这种性能升级,为企业提供了兼具高效性与可靠性的输送新方案,推动生产模式向低耗、准确、柔性化转型。吉安多动子定制优化的散热结构,能快速将设备运行产生的热量散发出去,保障设备正常运行。
磁悬浮多动子技术作为工业自动化领域的创新力量,展现出诸多优势,正在重塑生产模式。它以高精度著称,利用电磁力驱动,可实现亚毫米甚至微米级定位,在精密制造如芯片封装中,能准确操控微小元件,确保产品质量。其具备高速高加速性能,动子能在短时间内达到高速运行,加速度远超传统机械传动,极大提升生产节拍,缩短生产周期。此外,磁悬浮多动子系统还拥有高度的灵活性,每个动子能单独控制,可根据生产需求灵活调整运动轨迹、速度和位置,轻松应对多品种、小批量生产,满足多样化市场需求。系统采用非接触式驱动,消除机械摩擦,降低磨损和维护成本,减少故障停机时间,同时避免油污、粉尘污染,适用于对洁净度要求高的行业。并且,其模块化设计便于扩展和改造,能依据企业发展和工艺变化,快速调整产线布局,为企业降本增效,是推动工业智能化升级的关键技术。
从精密电子的组装到食品医药的分拣,磁悬浮多动子输送线以其高速高精的优势,重新定义高效与洁净。传统输送线的维护难题在这里迎刃而解——没有齿轮咬合的损耗,无需频繁润滑与更换部件,大幅降低停机成本。而动子的单独驱动特性,让生产线能根据订单需求实时调整:前一个动子刚完成焊接,后一个已带着不同物料转向检测区,切换速度堪比指尖滑动屏幕。立体轨道设计更打破空间限制,在有限厂房内构建起三维传输网络,让每一寸空间都为产能服务。当速度、柔性、洁净与智能在传输中无缝融合,它所带来的不仅是生产效率的跃升,更是制造业应对多品种、小批量时代的核心竞争力。 凭借独特的电磁驱动技术,多动子能够实现高精度的直线或旋转运动。
包装行业对设备的高效性与精细度需求迫切,而多动子技术正成为打造高效包装生产线的关键支撑。在食品包装领域,多动子驱动的设备展现出强劲优势:能快速且准确地完成食品装袋、入盒、封口及贴标等一系列流程,其高速稳定的运动性能,既保障了每小时数千件的包装效率,又确保了封口严密性、贴标对齐度等质量细节,满足食品行业对卫生与标准化的严格要求。在日用品包装场景中,多动子的柔性控制特性尤为突出——可根据产品的多样形状与尺寸,灵活调整抓取角度、包装轨迹,轻松适配从瓶罐到异形物件的个性化包装需求。同时,它能与码垛机器人、检测设备等无缝协同,构建全自动化包装生产线,不仅将人工成本降低40%以上,更通过流程优化提升整体生产效率,为企业在激烈的市场竞争中筑牢成本与品质优势。长寿命设计,减少了设备更换频率,为企业节省成本。吉安多动子定制
可靠的连接方式,保证了多动子在运行过程中各部件的紧密配合。黔江区智能多动子定制
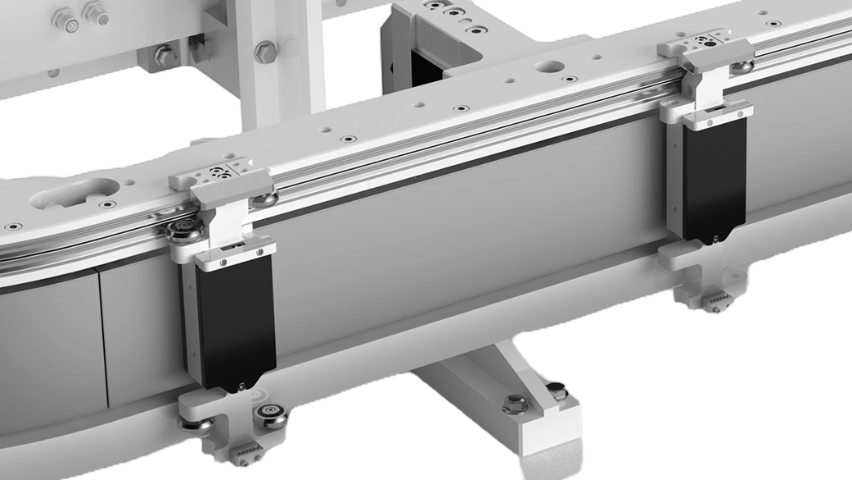
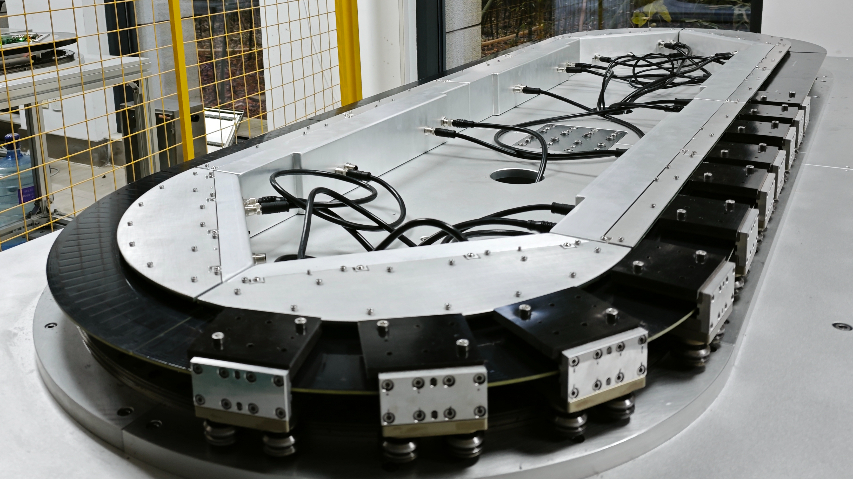
磁悬浮输送线多动子系统的轨道设计以“空间适配性”为关键优势,能根据工厂的场地条件与生产流程,灵活变幻为直线、环形、跑道型等多种形态,从根源上打破传统输送线的布局局限,释放厂房空间价值。对于空间紧凑的中小型工厂(如面积500-1000㎡的食品加工厂),环形轨道设计堪称“空间魔术师”——通过直径3-5米的环形路径,动子可在闭合回路中循环转运物料,无需预留传统直线输送线的“掉头缓冲区”,使输送系统占地面积减少40%。某果汁加工厂引入环形磁悬浮线后,在原有空间内额外增设2条包装线,单日产能提升35%。而在大型工厂(如万级㎡的饮料产业园),系统能通过“复合轨道网络”实现跨区域高效联动:原材料仓库至灌装车间采用直线高速轨道(运输速度达3m/s),灌装后至包装区切换为S型弯道轨道(避开设备集群),通过环形缓存轨道实现多品种产品的暂存调度。这种定制化布局使物料转运距离缩短25%,无效运输时间减少30%,同时轨道可沿立柱、天花板立体架设,释放地面空间用于仓储或人员作业,让整体空间利用率提升至85%以上。 黔江区智能多动子定制
- 衢州环形多动子维护 2025-12-16
- 芜湖工业多动子 2025-10-21
- 永川区工业多动子解决方案 2025-10-21
- 合肥多动子供应商 2025-10-21
- 佛山智能多动子安装 2025-10-21
- 舟山磁悬浮多动子调试 2025-10-21
- 深圳磁驱多动子安装 2025-10-21
- 红桥区磁驱多动子价格 2025-10-21
- 静海区磁悬浮多动子维护 2025-10-20
- 攀枝花环形多动子厂家 2025-10-20
- 凉山环形多动子厂家 2025-10-20
- 金华接驳多动子价格 2025-10-20