- 品牌
- 上海赋贝
- 型号
- 齐全
在高压泵的作用下将原料压入一个巨大的储料罐中,后通过集中供料系统输送到每台注塑机的料斗中。注塑机中生产的管件产品有的从机台中自动掉入注塑机下的输送带传送出去,有的通过机械手放入注塑机旁的输送带传送,在皮带出口安装一个大转盘,由工人在转盘处进行集中分类装箱。由于国外原料在出厂前经过严格的检测,保证了产品性能和质量的稳定,故在产品检测方面只在转盘处随机抽样检测,工人只进行分类包装和贴标签,至于每箱的数量用电子称进行称量,具体做法是将包装箱直接放在电子称上,达到装箱重量就封口,贴标签。包装好的产品码放在专业托盘上,由叉车司机送入立体仓库入口处,通过立体仓库自动运输系统送入规定的仓位,品名数量随即计入仓库计量系统。自动化生产线可以减少生产过程中的人为操作复杂性。上海全自动化生产线改造
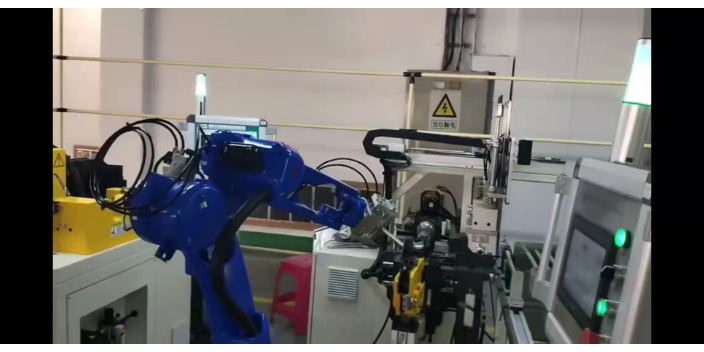
自动化生产线
自动化生产线的变频器自动化工厂的交换器变频器(Variable-frequencyDrive,VFD)是应用变频技术与微电子技术,通过改变电机工作电源频率方式来控制交流电动机的电力控制设备。变频器主要由整流(交流变直流)、滤波、逆变(直流变交流)、制动单元、驱动单元、检测单元微处理单元等组成。变频器靠内部IGBT的开断来调整输出电源的电压和频率,根据电机的实际需要来提供其所需要的电源电压,进而达到节能、调速的目的,另外,变频器还有很多的保护功能,如过流、过压、过载保护等等。上海全自动化生产线改造自动化生产线可以减少生产过程中的环境污染。

它的抽入芯系统通常包括油缸抽芯,导滑板抽芯以及斜撬杆抽芯形式,其中导滑板和斜撬杆抽芯,是依靠注塑机开合模动作实现抽入芯,效率高。模具材料,模架采用50C钢,型腔型芯通常采用4Cr13电渣钢,进行调质处理,硬度为:HRC28-32,经粗加工后再进行表面激光淬火到HRC48-52,外标准件如压条、耐磨块等通常采用P20调质处理,硬度为HRC28-32,精加工后再表面氮化,提高零件耐磨性能。自动化生产管件的模具与一般管件模具生产的产品比较。。
PVC-U排水管件生产:环境粉尘污染大、人工劳动强度大、工艺粗糙简陋、生产效率低。随着二十多年的发展,现在原料基本上是先进行造粒,既保证了配方中各种原料的充分捏合,又增加了后期生产的塑化效果。而且粒料也便于实现集中供料,在料斗中易于下料,实现生产过程的自动化,产品质量也因材料和注塑工艺的稳定而得到较大提高。国内也有部分企业实现了不同程度的自动化生产,尤其是近几年,由于国内人工成本的不断提高,企业对管件生产自动化的迫切要求日益突出。其实国外早就在二十世纪七、八十年代就开始了管件生产的自动化,尤其是在欧美等发达国家,在整个管件生产过程中,从原料的投入、生产、检验、包装、入库到出库,除了检验和包装外,基本上实现了无人化操作。自动化生产线利用机器和计算机技术来完成生产过程中的各个环节。

抽入芯系统通常包括油缸抽芯,导滑板抽芯以及斜撬杆抽芯形式,其中导滑板和斜撬杆抽芯,是依靠注塑机开合模动作实现抽入芯,效率高。模具材料,模架采用50C钢,型腔型芯通常采用4Cr13电渣钢,进行调质处理,硬度为:HRC28-32,经粗加工后再进行表面激光淬火到HRC48-52,外标准件如压条、耐磨块等通常采用P20调质处理,硬度为HRC28-32,精加工后再表面氮化,提高零件耐磨性能。自动化生产管件的模具与一般管件模具生产的产品比较。。自动化生产线可以提高生产效率,降低成本,并减少人为错误。上海全自动化生产线改造
自动化生产线可以在24小时内持续运行,提高生产能力。上海全自动化生产线改造
工业生产中,自动化智能化普及度越来越高,看看一个自动化工厂标配是什么。控制器--自动化工厂的大脑 控制器(英文名称:controller)是指按照预定顺序改变主电路或控制电路的接线和改变电路中电阻值来控制电动机的启动、调速、制动和反向的主令装置。由程序计数器、指令寄存器、指令译码器、时序产生器和操作控制器组成,它是发布命令的“决策机构”,即完成协调和指挥整个计算机系统的操作。自动化工厂中常用的控制器有PLC,工控机等。上海全自动化生产线改造
- 无锡汽车刹车管自动化生产线生产厂家 2026-01-28
- 镇江管路成型自动化生产线厂家现货 2026-01-28
- 南通管路自动化生产线设计 2026-01-28
- 宿迁管材自动化生产线生产厂家 2026-01-27
- 南京汽车空调水管自动化生产线生产厂家 2026-01-27
- 南京汽车空调水管自动化生产线改造 2026-01-27
- 南通刹车油管自动化生产线保养维修价格 2026-01-26
- 连云港汽车空调水管自动化生产线改造 2026-01-22
- 上海管材成型自动化生产线生产厂家 2026-01-19
- 徐州汽车刹车管自动化生产线厂家现货 2026-01-15
- 宿迁管材加工自动化生产线多少钱一台 2025-09-09
- 扬州管路成型自动化生产线回收 2025-09-09