不锈钢球体的制造工艺,能让我们更加了解不锈钢球体,下面介绍不锈钢球体的制造工艺方法:锻造法:这是传统的加工方法,要一套完善的熔炼设备,需要比较大的厂房和很多的工人,投资比较大,生产工艺也比较复杂,污染环境,工人技术水平直接影响产品的质量,毛坯加工余量大,浪费大,在加工过程发现铸造缺陷,使产品成本增高,质量不能保证。铸造法:圆钢切断加热锻打成球形实心毛坯,之后再对焊成球体毛坯进行加工,材料利用率很高,材料利用率较高。旋压法:金属旋压法是一种先进的少,无切屑加工的技巧,属于压力加工的新分支,综合锻、挤、轧及滚压等工艺特点,有材料利用率比较高,可以节省大量的加工时间,经过旋压之后的材料强度能提高一倍。不锈钢球体的组成部分介绍如下:不锈钢球体的表面是一个曲面,就叫做球面。球和圆差不多,也有个中心的球心。球面经过球心的平面截得的圆称为大圆,不经过球心的截面截得的圆称为小圆。球面上,两点间的**短的连线长度,都是经过两点的大圆在这两点间的一段劣弧的长度,球体这个弧长称为两点的球面距离。浙江任星阀门有限公司致力于提供v球球体设备,竭诚为您设备。吉林奇型半球哪里好
硬密封球体加工流程介绍:车球体端面和内孔,以球体毛坯外球面为基准。车球体另一端面,以已加工内孔及端面为基准。球面磨床精磨球面,以上下轴孔或固定台中心孔为基准。金属硬密封球阀特制磨球机精密研磨球面,以上下轴孔或固定台中心孔为基准。与阀座密封面手工配研,放在工作台上。精车球面,留磨削余量,倒两端面R角,以球体内孔为基准。金属硬密封球阀镗上下轴孔或固定台,钻中心孔,以球体内孔为基准。精车球面,留磨削余量,以上下轴孔或固定台中心孔为基准。精磨球面,按表面处理方式确定尺寸,以上下轴孔或固定台中心孔为基准。内蒙古合金半球厂家浙江任星阀门有限公司致力于提供 v球球体设备,欢迎您的来电!
球体成形方法:铸造法这是一种传统的加工方法,它需要一套完善的熔炼、浇注等设备,还需要较大的厂房和较多的工人,投资大,工序多,生产工艺复杂,并污染环境,每道工序的工人技术水平直接影响产品的质量,球体毛细孔渗漏的问题尚无法彻底解决,而毛坯加工余量大,浪费大,往往在加工过程中发现因铸造缺陷使其报废,至使产品成本增高,质量无法保证,此法本厂不宜采用。锻造法这是目前国内许多阀门企业所采用的另一种方法,它有二种加工方式:其一是用圆钢切断加热锻打成球形实心毛坯,然后进行机械加工。其二是将下料成圆形的不锈钢板在大型压力机上模压成形,得到空心半球形毛坯,然后再对焊成球体毛坯进行机械加工,此法材料利用率较高,但需一台大功率的压力机和加热炉以及氩孤焊设备,预计投资需要300万元才能形成生产力,此法也不适合本厂的情况。
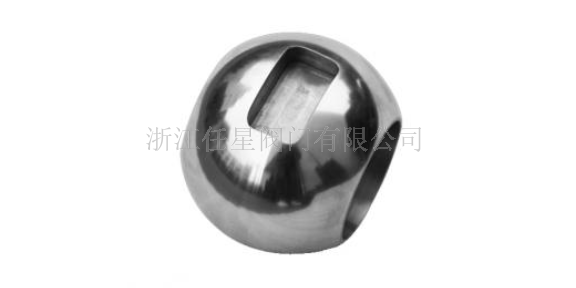
不锈钢球体通常是由不锈钢锻造工艺生产的钢球,现阶段常用不锈钢球的材质有201、302、304、316、316L、420、440C。维修方便,球阀结构简单,不锈钢球体密封圈一般都是活动的,拆卸更换都比较方便球阀球体。紧密可靠,目前球阀的密封面材料广使用塑料、密封性好,不锈钢球体在真空系统中也已广使用。不锈钢球体操作方便,开闭迅速,从全开到全关只要旋转90°,便于远距离的控制。在全开或全闭时,球体和阀座的密封面与介质隔离,介质通过时,不锈钢球体不会引起阀门密封面的侵蚀球阀球体。适用范围广,通径从小到几毫米,大到几米,从高真空至高压力都可应用。流体阻力小,其阻力系数与同长度的管段相等。不锈钢球体结构简单、体积小、重量轻。浙江任星阀门有限公司致力于提供 v球球体设备,有想法的不要错过哦!

不锈钢阀门球体的钝化处理,不锈钢阀门球体的酸洗钝化工艺过程,并与传统的酸洗钝化方法进行了比较分析。不锈钢阀门球体已应用于生产并取得了较好的效果。不锈钢阀门球体化学清洗中比较后一个工艺步骤,是关键一步,其目的是为了材料的防腐蚀。不锈钢阀门球体经酸洗、水冲洗、漂洗后,金属表面很清洁,非常活化,很容易遭受腐蚀,所以必须立即进行钝化处理,使清洗后的金属表面生成保护膜,减缓腐蚀。对不锈钢酸洗钝化处理,清理各类油污、锈、氧化皮、焊斑等污垢,处理后表面变成均匀银白色,很大提高不锈钢抗腐蚀性能,适用于各种型号不锈钢零件、板材及其设备。浙江任星阀门有限公司致力于提供硬密封球球体设备,竭诚为您设备。硬密封半球生产厂家
浙江任星阀门有限公司为您提供硬密封球球体设备,有想法的可以来电咨询!吉林奇型半球哪里好
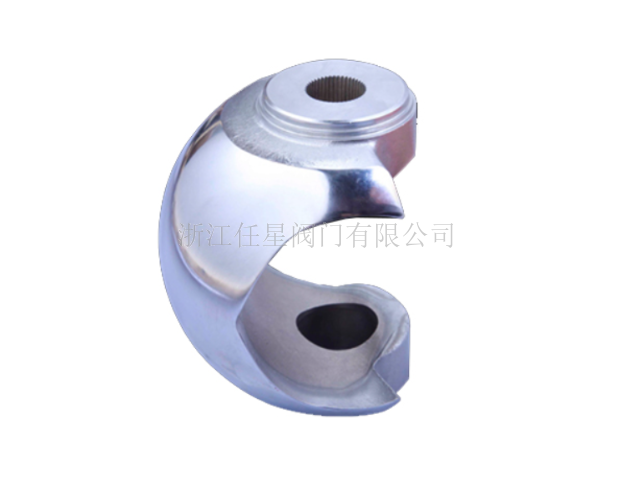
球体旋压因所选用毛坯型式不同,效果也不相同,经分析可用二种方案:钢板普旋法此方案有二种方式:第一种方式将平板圆形材料利用尾座液压的顶力,紧压在球形芯模的外端面上,同主轴一起旋转,利用液压仿形装置,经若干次旋压使平板逐渐地收缩变形贴附在芯模上,得到一个空心半球体,然后切去多余毛边并加工焊接坡口,后将二个半球体用氩孤焊对焊成所需的空心球体毛坯。第二种方式同样用平板毛坯普旋,所不同的是旋成半球形后,还需要旋出一段呈圆柱形的半成品,然后将半成品毛坯装在内半球形的芯模中,利用与通径相同的尾座顶杆压紧,进行与钢管缩颈相同的旋压法,将圆柱段逐渐缩旋(收口)形成另一半球,并将收口多余的金属材料贴在顶杆上,切掉多余部分,以获得一个所需的整体空心球毛坯。钢板普旋法的此法优点:钢板来源方便、价格与钢管对比价格较低,能实现完整的空心结构球体。与钢管缩颈旋压法前面方案对比,缺点是需要二个芯模,旋压工艺复杂,所需旋压设备结构和控制均较复杂,设备造价较高,但从经济效益和产品质量方面来分析,此方案仍是比较好方案。吉林奇型半球哪里好