不锈钢球体的组成部分介绍如下:不锈钢球体的表面是一个曲面,就叫做球面。球和圆差不多,也有个中心的球心。球面经过球心的平面截得的圆称为大圆,不经过球心的截面截得的圆称为小圆。球面上,两点间的短的连线长度,都是经过两点的大圆在这两点间的一段劣弧的长度,球体这个弧长称为两点的球面距离。不锈钢球体对流体的阻力不锈钢球体的密封面有平行闸板闸阀,阀杆的外表是做过氧化处理的,所以具有十分杰出的抗腐蚀功能,也对比耐磨。不锈钢闸阀能够选用各种配管,为了满意不通过工程的需要。不锈钢闸阀的比较大有点即是对流体的阻力是很小的,在密封面收到液体的冲刷和侵蚀是小的。并且不锈钢闸阀的开闭也不费力,对介质的流向也不受约束,不会下降介质的压力,也不会对介质发生搅扰。形体十分的简略,由于功能***,运用的规模是十分广的。浙江任星阀门有限公司为您提供 硬密封球球体设备,有想法可以来我司咨询!西藏硬密封球体费用
不锈钢球体的热处理?马氏体不锈钢球体热处理的目的是提高硬度,从而增强不锈钢球的耐磨性,延长工件的使用寿命:由于这些不锈钢球属于高碳和高铬,这两种元素是一对矛盾,而且由于碳含量和铬含量过高,容易造成铬元素分布不均匀,从而影响不锈钢的防锈性能。420不锈钢球体的热处理温度约为:2-5毫米,1050。5-50毫米,大约1080度,然后倒入油中。淬火后的硬度通常为HRC48-55。40c不锈钢珠的热处理温度:2-5mm,约1100度。4、5-50mm,1150度左右,然后倒入油中。淬火后的硬度通常为HRC57-62。铁素体不锈钢珠粒不需要热处理。湖南硬密封半球浙江任星阀门有限公司是一家专业提供 v球球体设备的公司,欢迎新老客户来电!

不锈钢球体分为不锈钢软密封球体和不锈钢硬密封球体两大类的,其适用于水、溶剂、酸和天然气等一般工作介质,主要应用于轴承、阀门、密封件制冷设备的机械件,而且还适用于工作条件恶劣的介质。我们为您解析不锈钢球体的常见缺陷应该如何防止。注意不发生表面划伤现象,洗涤结束时再用清水冲洗表面,表面有灰尘以及易除掉污物的可用肥皂弱洗涤剂来洗;虽然不锈钢球体有着良好的耐蚀性能,且不易生锈,但是如果受到海风中所含盐份的附着、高温爆晒,所以使用的地点要注意一些,就可以一部分的防止产品不能用;分解及再装配时必须小心防止损伤零件的密封面,清洗时须去除一切粘附在壁面上的油脂、污垢、积胶等。
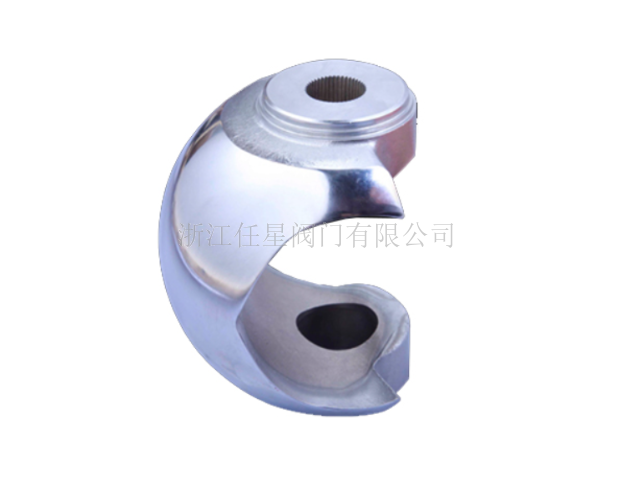
硬密封球体加工流程介绍:车球体端面和内孔,以球体毛坯外球面为基准。车球体另一端面,以已加工内孔及端面为基准。球面磨床精磨球面,以上下轴孔或固定台中心孔为基准。金属硬密封球阀特制磨球机精密研磨球面,以上下轴孔或固定台中心孔为基准。与阀座密封面手工配研,放在工作台上。精车球面,留磨削余量,倒两端面R角,以球体内孔为基准。金属硬密封球阀镗上下轴孔或固定台,钻中心孔,以球体内孔为基准。精车球面,留磨削余量,以上下轴孔或固定台中心孔为基准。精磨球面,按表面处理方式确定尺寸,以上下轴孔或固定台中心孔为基准。浙江任星阀门有限公司致力于提供硬密封球球体设备,竭诚为您设备。

阀门球体是一种常用的阀门装置,用于流体控制和调节。它的外形呈球形,内部装有一个孔道,当孔道与管道对齐时,流体能够顺畅通过,当孔道被旋转使之与管道垂直时,能够阻止或限制流体的流动。阀门球体具有以下特点:1.简单可靠:阀门球体的结构简单,由于无需很多活动零件,所以操作可靠且容易。阀门球体通常由球体、阀座和阀杆组成,通过旋转球体实现开启或关闭流体。2.快速开闭:阀门球体开关迅速,只需旋转90度即可将孔道从全开到全闭,或从全闭到全开,从而实现快速的流体控制。3.耐腐蚀性强:阀门球体由不锈钢或其他耐腐蚀材料制成,能够承受各种介质的腐蚀和侵蚀,保证长期稳定的工作。4.通用性广:阀门球体适用于不同种类的流体,包括气体、液体和固体颗粒混合物。它们常用于石油、化工、水处理、制药等工业领域,以及居民生活中的水管道系统中。阀门球体的使用需注意以下几点:1.正确安装:阀门球体的安装应按照厂家提供的指南进行,确保阀门和管道之间的连接密封可靠,防止泄漏。2.定期维护:阀门球体应定期进行维护和检查,确保阀体和阀座的清洁,防止堵塞和漏失,以保持其正常工作。3.操作注意:阀门球体的开启和关闭应平稳,以免损坏阀门或管道系统。v球球体设备,就选浙江任星阀门有限公司,让您满意,欢迎新老客户来电!连杆球体多少钱
硬密封球球体设备,就选浙江任星阀门有限公司,用户的信赖之选,有想法的不要错过哦!西藏硬密封球体费用
阀门球体的钢板普旋法是比较省钱以及产品质量高的施工方式,首先是将平板圆形材料利用尾座液压的顶力,紧压在球形芯模的外端面上,同主轴一起旋转,利用液压仿形装置,经若干次旋压使平板逐渐地收缩变形贴附在芯模上,得到一个空心半球体,然后切去多余毛边并加工焊接坡口,后将二个半球体用氩孤焊对焊成所需的空心球体毛坯。第二种方式同样用平板毛坯普旋,所不同的是旋成半球形后,还需要旋出一段呈圆柱形的半成品,然后将半成品毛坯装在内半球形的芯模中,利用与通径相同的尾座顶杆压紧,进行与钢管缩颈相同的旋压法,将圆柱段逐渐缩旋(收口)形成另一半球,并将收口多余的金属材料贴在顶杆上,结束之前切掉多余部分,以获得一个所需的整体空心球毛坯。与钢管缩颈旋压法前面方案对比,缺点是需要二个芯模,旋压工艺复杂,所需旋压设备结构和控制均较复杂,设备造价较高,但从经济效益和产品质量方面来分析,此方案仍是极好方案。对于阀门球体有需求的客户可与主动联系任星阀门厂家,我们期待与您建立长期稳定的合作关系。西藏硬密封球体费用