浙江任星阀门有限公司始建于2004年,位于瓯江之滨的温州瓯北镇。任星阀门是一家集设计、生产、销售和服务为一体的专注阀门球体和其它阀门配件的制造企业,主营:阀门球体、特殊球体、大球体。凭借强大的创新制造能力和多年的生产管理经验向市场提供了大量的高技术、高精度、高性能的高质量球阀球体和其它阀门配件,获得了国内外客户的认同和好评。任星阀门可向客户提供各种口径、压力及不同材料的球阀球体及其它配件。口径1/2”~56”,压力等级150LB~2500LB,基体材料主要包括A105、LF2、410、F6A、4130、4140、F304、F316、17-4PH、F51、F53、F55、Monel、Inconel等。表面处理包括化学镀镍(ENP)、碳化钨(TCC)、司太立硬质合金(STL)、因科镍(Inconel)等多种高硬度、耐腐蚀材料。浙江任星阀门有限公司为您提供 v球球体设备,欢迎新老客户来电!吉林直通球体厂商
对于阀门球体,相信行业内的大佬都是知道的,为大家介绍一下阀门球体的材料分类,相信对于小白来说还是有帮助的。阀门球体零件主要成型方法为:锻造、铸造等;本部份主要阐述锻造:锻造分类:主要分为自由锻和模锻;自由锻自由锻指的是金属坯料加热好后置于锻造设备的砥铁(上.下)之间,施加冲击力或压力,使得坯料直接产生塑性变形,获取要生产锻件的一种加工方法。分类:手工自由锻造、锤上自由锻造、水压机自由锻造;优点:适用性强,灵活性大,周期短,特大锻件的独特方法;缺点:精度低,加工余量大,效率低,劳动强度大模锻的正规说法叫模型锻造,坯料进行加热后放在固定在模锻设备上的锻模里面锻造末尾成形的;模锻设备:在工业生产中,锤上模锻大都采用;蒸汽-空气锤,吨位在5KN~300KN(0.5~30t)。 青海阀门半球哪家好浙江任星阀门有限公司为您提供 硬密封球球体设备,欢迎您的来电哦!

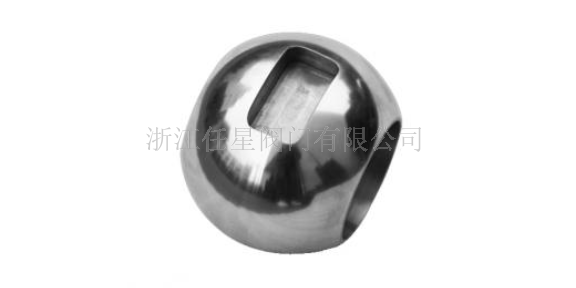
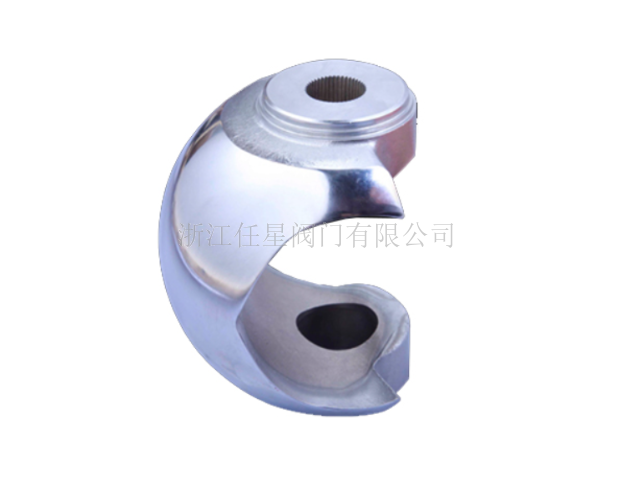
不锈钢球体是近年来被广采用的一种新型阀门。不锈钢球体的类型有两种:O型和V型。O型球体采用悬浮结构,外表镀硬铬处理,阀座坚固,流道口与管道口径相同,流通能力极大,流阻极小,关闭时无泄漏,一般做开关阀使用,特别适用于高粘度、含纤维、颗粒状介质;V型球体采用固定式结构,球芯上开有V型切口,可实现比例调节,流量特性为近似等百分比。V型球体的特点是:具有弹性负荷压力辅助密封座保证阀座与球芯自努至终的紧密接触。具有整体式的阀体结构,不存在产生潜在泄漏的可能3、具有等百分比特性,有很宽的控制范围和特别稳定的控制过程,可广用应于多种工艺流程中。阀杆和球芯采用渐开线花键连接,当齿廓受载时,齿上有径向力能起自动定心作用,且各齿受力均匀使之强度高、寿命长。
不锈钢球体的维护方法?不锈钢球体是近年来被广采用的一种新型阀门。不锈钢球体的类型有两种:O型和V型。O型球体采用悬浮结构,外表镀硬铬处理,阀座坚固,流道口与管道口径相同,流通能力极大,流阻极小,关闭时无泄漏,一般做开关阀使用,特别适用于高粘度、含纤维、颗粒状介质;V型球体采用固定式结构,球芯上开有V型切口,可实现比例调节,流量特性为近似等百分比。毛坯成品以后,酸洗以后,必须要冲洗干净,如果有砂孔或者穿孔,应该用氩弧焊对其气体保护焊接。然后再打磨,再进行固熔处理。成品,加工试压完成以后。应该用加入防锈粉的水进行冲洗。在运输过程中尽量使用木箱包装,不接触金属制品。第四:安装管道以后,定期对其进行维护和保养,例如阀杆出经常涂润滑油。适当开启和关闭阀门几次。使里球、阀杆、密封面不易同化。浙江任星阀门有限公司 v球球体设备获得众多用户的认可。

不锈钢球体分为不锈钢软密封球体和不锈钢硬密封球体两大类的,其适用于水、溶剂、酸和天然气等一般工作介质,主要应用于轴承、阀门、密封件制冷设备的机械件,而且还适用于工作条件恶劣的介质。我们为您解析不锈钢球体的常见缺陷应该如何防止。注意不发生表面划伤现象,洗涤结束时再用清水冲洗表面,表面有灰尘以及易除掉污物的可用肥皂弱洗涤剂来洗;虽然不锈钢球体有着良好的耐蚀性能,且不易生锈,但是如果受到海风中所含盐份的附着、高温爆晒,所以使用的地点要注意一些,就可以一部分的防止产品不能用;分解及再装配时必须小心防止损伤零件的密封面,清洗时须去除一切粘附在壁面上的油脂、污垢、积胶等。浙江任星阀门有限公司是一家专业提供 硬密封球球体设备的公司,欢迎您的来电哦!四川6A半球工作原理
硬密封球球体设备,就选浙江任星阀门有限公司,用户的信赖之选,有需求可以来电咨询!吉林直通球体厂商
阀门球体压力机上的模锻很普遍的是热模锻压力机。锻造比锻造比:是指锻造前后的坯料(金属)横截面积的比。工序不同,其计算的方法,方式也不同。拔长时,锻造比为y=F0/F1或y=L1/L0F0,L0—拔长前钢锭或钢坯的横断面积和长度;F1,L0—拔长后钢锭(坯)的横截长度与面积。镦粗时的锻造比,也称镦粗比或压缩比,其值为y=F1/F0或y=H0/H1F0,H0—镦粗前钢锭或钢坯的横截面积和高度,F1,H1—镦粗后钢锭或钢坯的横截面积和高度。锻造温度:始锻温度:始锻温度可以认为是钢或合金在炉内允许加热的极高温度。终锻温度:阀门配件需要在结束锻造之前胚料仍具有很强的塑性,在锻后获得再结晶组织。吉林直通球体厂商