不锈钢球体材质好坏如何辨别?不锈钢分为五大类:奥氏体不锈钢、铁素体不锈钢、马氏体不锈钢、奥氏体—铁素体双相不锈钢和沉淀硬化不锈钢。其中只有奥氏体不锈钢和一部分沉淀硬化不锈钢(奥氏体沉淀硬化不锈钢)是无磁的,不能用吸铁石吸住;而其他类型的不锈钢都是有磁性的,可以用吸铁石吸住。在空气、水、蒸汽等弱腐蚀介质中不生锈的钢是不锈钢,在酸、碱、盐溶液等强腐蚀介质中耐腐蚀的钢是耐蚀钢,不锈钢未必耐蚀,耐蚀钢一定不锈。不锈钢球体特点:不锈钢球体的“不锈”,并不是地不生锈,而是相对地在一定条件下的不生锈。如果用户使用不当,将其用在超出其耐蚀能力的环境或条件下,自然也会生锈。浙江任星阀门有限公司致力于提供 球体设备,欢迎新老客户来电!天津6A半球
阀门球体压力机上的模锻很普遍的是热模锻压力机。锻造比锻造比:是指锻造前后的坯料(金属)横截面积的比。工序不同,其计算的方法,方式也不同。拔长时,锻造比为y=F0/F1或y=L1/L0F0,L0—拔长前钢锭或钢坯的横断面积和长度;F1,L0—拔长后钢锭(坯)的横截长度与面积。镦粗时的锻造比,也称镦粗比或压缩比,其值为y=F1/F0或y=H0/H1F0,H0—镦粗前钢锭或钢坯的横截面积和高度,F1,H1—镦粗后钢锭或钢坯的横截面积和高度。锻造温度:始锻温度:始锻温度可以认为是钢或合金在炉内允许加热的极高温度。终锻温度:阀门配件需要在结束锻造之前胚料仍具有很强的塑性,在锻后获得再结晶组织。山西不锈钢球阀球体生产厂家球体设备,就选浙江任星阀门有限公司,让您满意,有想法可以来我司咨询!

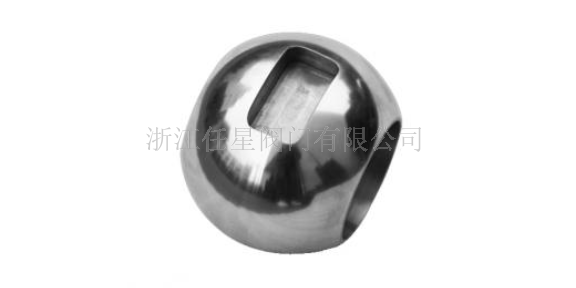
不锈钢球体的维护方法?不锈钢球体是近年来被广采用的一种新型阀门。不锈钢球体的类型有两种:O型和V型。O型球体采用悬浮结构,外表镀硬铬处理,阀座坚固,流道口与管道口径相同,流通能力极大,流阻极小,关闭时无泄漏,一般做开关阀使用,特别适用于高粘度、含纤维、颗粒状介质;V型球体采用固定式结构,球芯上开有V型切口,可实现比例调节,流量特性为近似等百分比。毛坯成品以后,酸洗以后,必须要冲洗干净,如果有砂孔或者穿孔,应该用氩弧焊对其气体保护焊接。然后再打磨,再进行固熔处理。成品,加工试压完成以后。应该用加入防锈粉的水进行冲洗。在运输过程中尽量使用木箱包装,不接触金属制品。第四:安装管道以后,定期对其进行维护和保养,例如阀杆出经常涂润滑油。适当开启和关闭阀门几次。使里球、阀杆、密封面不易同化。
阀门球体是用于控制流体输送管道中流体流动状态,因阀门球体结构简单,安装维修方便,密封性能好,无内泄漏等优点。那么大家知道阀门球体的尺寸跟哪些有关系吗?希望对有需要的小伙伴有所帮助。阀门球体在低温装置和管路系统中也可使用阀门球体。阀门球体适用轻型结构、低压截止、腐蚀性介质的管路系统中。一般是1.45到1.5倍的流道尺寸,具体在设计过程中要按实际情况来确定大小,球阀在关闭的情况下,球长要大一发作外圆,在大于阀座外圆的情况下还要保证球口的强度,这样基本就能确定球的大小了。阀门球体用带圆形通孔的球体作启闭件,球体随阀杆转动,以实现启闭动作的阀门。阀门球体的结构与旋塞阀相似,它由一个球体和两个阀座组成密封副。浙江任星阀门有限公司是一家专业提供球体设备的公司,期待您的光临!
阀门球体使用过程中应该注意哪些事项呢?使用前,应用水清洗管道和阀体过流部分,以防残留铁屑和其它杂物进入阀体内腔。阀门球体在关闭状态下,阀体内仍然残留部分介质,也承受着一定压力。在检修球体阀门之前,要先关闭球体阀门前的切断阀,打开需要检修的球体阀门,完全释放阀体内部压力。如果是电动球体阀门或气动球体阀门,则应该首先断开电源和气源。一般软密封阀门球体均使用四氟(PTFE)作为密封材料,硬密封阀门球体密封面为金属堆焊而成。如需对管道阀门球体进行清洗,在拆卸时需谨慎防止损坏密封圈而泄露。如果对阀门球体进行清洗,使用的溶剂必须和要清洗的配件不碰撞,不腐蚀。如果是燃气专属阀门球体,则可用汽油进行清洗。其它零部件一般用中水清洗既可。清洗时,要彻底的清洗干净残留的灰尘,油污和其它附着物,如用清水无法清洗干净,可在不损坏阀体和零部件的前提下,针对性的用酒精等清洗剂进行清洗。清洗完成后等清洗剂彻底挥发后再进行装配。球体设备,就选浙江任星阀门有限公司,用户的信赖之选。北京带柄球球体厂家
浙江任星阀门有限公司致力于提供 球体设备,有想法可以来我司咨询!天津6A半球
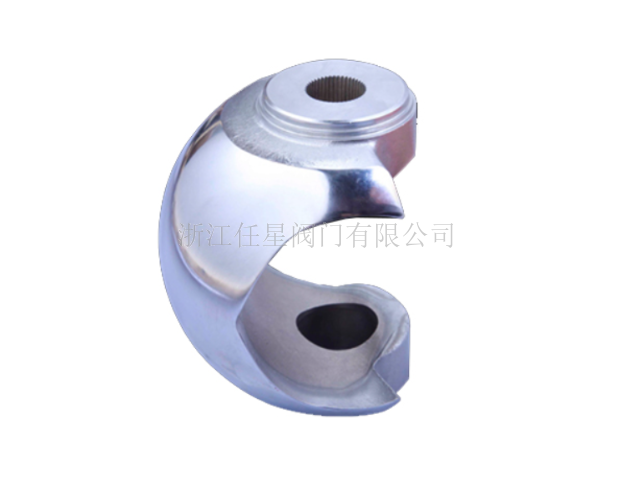
阀门球体的钢板普旋法是比较省钱以及产品质量高的施工方式,首先是将平板圆形材料利用尾座液压的顶力,紧压在球形芯模的外端面上,同主轴一起旋转,利用液压仿形装置,经若干次旋压使平板逐渐地收缩变形贴附在芯模上,得到一个空心半球体,然后切去多余毛边并加工焊接坡口,后将二个半球体用氩孤焊对焊成所需的空心球体毛坯。第二种方式同样用平板毛坯普旋,所不同的是旋成半球形后,还需要旋出一段呈圆柱形的半成品,然后将半成品毛坯装在内半球形的芯模中,利用与通径相同的尾座顶杆压紧,进行与钢管缩颈相同的旋压法,将圆柱段逐渐缩旋(收口)形成另一半球,并将收口多余的金属材料贴在顶杆上,结束之前切掉多余部分,以获得一个所需的整体空心球毛坯。与钢管缩颈旋压法前面方案对比,缺点是需要二个芯模,旋压工艺复杂,所需旋压设备结构和控制均较复杂,设备造价较高,但从经济效益和产品质量方面来分析,此方案仍是极好方案。对于阀门球体有需求的客户可与主动联系任星阀门厂家,我们期待与您建立长期稳定的合作关系。天津6A半球