油泵中的粉末冶金零件你了解多少?研究资料表明,采用定排量机油泵的发动机中,当转速>2500r/min时,有大约50%的带功机油直接通过泄压阀流回机油泵进油腔或者机油底壳,带来能量的浪费;而采用变量油泵替代定量油泵一般可以节省燃油2%~5%,CO2排放量减少1%~2%。变排量泵一般有外啮合齿轮泵、叶片泵和滑片泵等类型的结构。外啮合齿轮泵如大众的EA888项目,其中一个齿轮轴向位置固定,另外一个齿轮轴向用弹簧随着压力调整,当怠速时两个齿轮全部啮合,当转速升高时,油泵的压力也随着升高,压缩弹簧后齿轮啮合部分变短,从而随时调整油泵的流量,这类泵的齿轮是采用粉末冶金工艺制造的。叶片式变量泵主要由定子、转子和叶片组成,其中定子和转子均为粉末冶金件。叶片式变量泵工作原理是通过压力调整偏心距,从而调整流量。滑片式变量泵原理基本与叶片式变量泵相同,以调整偏心距来调整流量。其中滑片是钢件,与滑片连接的是中间套,外面是滑套,中间是转子,这三件都是粉末冶金件。粉末冶金零件的压制方式单向压制和双向压制。青岛粉末冶金气动零部件定制

粉末冶金零件成本的构成:粉末冶金零件成本构成非常多,不同粉末冶金零件也是不一样。大体上是材料成本,水电成本,人工成本,管理成本,后加工成本,其他耗材成本,机器损耗等等。有些人觉得粉末冶金零件成本主要就是材料成本,其实这是错误的,一般来说,材料成本只只占1/3而已,电费成本跟材料成本基本持平。在人工逐年增长的情况下,人工成本也是非常高的,一个普通的粉末冶金零件中,大工序由模具设计制作、压制以及烧结组成,模具设计与制作较少各配一名工程师。压制涉及的装模调模也需要一个技术师傅,烧结也需要配备一名工程师,这几个师傅的工资也是比较高的。装模调模的过程,根据模具的复杂程度需要2-5小时。烧结后,很多粉末都有后加工的工序,这也是很大的成本。其他成本我们就不多讲了。综上所述,粉末冶金零件成本的构成也是比较复杂的。青岛粉末冶金气动零部件定制其实粉末冶金零件技术是非常复杂的,从设备的专业性、粉末的调配、烧结的温度控制等等。
粉末冶金零件表面处理工艺:粉末冶金零件表面处理工艺。为了提高粉末冶金零件的耐磨性、耐蚀性、疲劳强度,要对粉末冶金零件进行表面处理,这是为了使得它的表面具有更强的功能性,同时也是为了让表面更加致密化。粉末冶金零件表面处理工艺基本上可以分以下五类:1、涂层:在被处理零件的表面覆盖一层别的材料而不发生任何化学反应;2、表面化学处理:被处理零件的表面和外加反应物之间的化学反应;3、化学热处理:其它元素如C和N扩散到被处理零件的表层;4、表面热处理:通过温度的循环变化而产生相变,使被处理件表面的微观组织发生变化;5、机械形变法:使被处理件表面产生机构形变,主要是使其产生压缩残余应力同时也提高表层密度。
粉末冶金零件结构采用压制成型的注意事项:粉末冶金采用压制成型的零件结构注意事项?粉末冶金材料常用的成形方法是在刚性封闭模具中将金属粉末压缩成形,模具成本较高;由于粉末流动性较差,且又受到摩擦力的影响,压坯密度一般较低且分布不均匀,强度不高,薄壁、细长形和沿压制方向呈变截面的制品还难以成形。因此,粉末冶金采用压制成型的零件结构应注意下列问题。1、避免局部薄壁,以便装粉压实和防止出现裂纹。2、避免侧壁上的沟槽和凹孔,以利于压实或减少余块。3、尽量采用简单、对称的形状,避免截面变化过大以及窄槽、球面等,以利于制模和压实。4、避免沿压制方向截面积渐增,以利于压实。各壁的交接处应采用圆角或倒角过渡,避免出现尖角,以利于压实及防止模具或压坯产生应力集中。粉末冶金在加工精度更高,重点更低,可以一次成型基本无切削,可以节约成本。
粉末冶金零件的机加工工艺:许多粉末冶金机械零件在垂直压制方向具有沟槽、横向孔、螺纹孔等,以及较高的尺寸精度与形位公差精度(同轴度、垂直度等等),模压成形方法很难达到,或设法达到所花费用较大。所以通常采用切削加工达到,经济上仍然是核算的。粉末冶金零件的切削加工应注意以下两个问题:1.粉末冶金零件的工作表面(如含油轴承内孔等)不宜用磨削或研磨等方法加工。因为在磨加工过程中磨料颗粒等可能侵入空隙中,使零件中所含有的润滑油不易在工作时渗出,影响使用寿命。2.粉末冶金零件切削加工时,尽量不要使用冷却液,在特殊情况下(如攻丝等)可用轻质植物油作切削液。若一定要用冷却液(如磨削用皂化液等),则零件加工后必须清洗,可用沸点较高的碳氢化合物(如BP-乙烷等)进行清洗,或采用超声波进行清洗。清洗后零件在100℃以上温度下进行干燥,以出去空隙中残留的冷却液。然后真空浸防锈油,防止零件锈蚀。一般粉末冶金零件需要机加工工艺的,在混合原材料的时候就添加适量的切削剂,以防止机械加工时产生粘刀、过热、进刀慢等缺点。粉末冶金零件的主要机加工方法有:车削与镗削、刨削与铣削、钻削与铰孔、攻丝、磨削和挤光等。粉末冶金零件毛刺对产品质量的影响:影响产品的表面质量。湖州粉末冶金电动车零部件批发
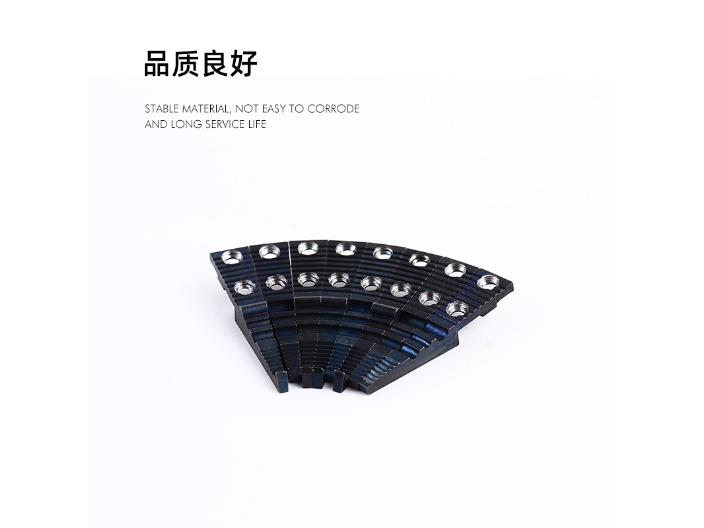
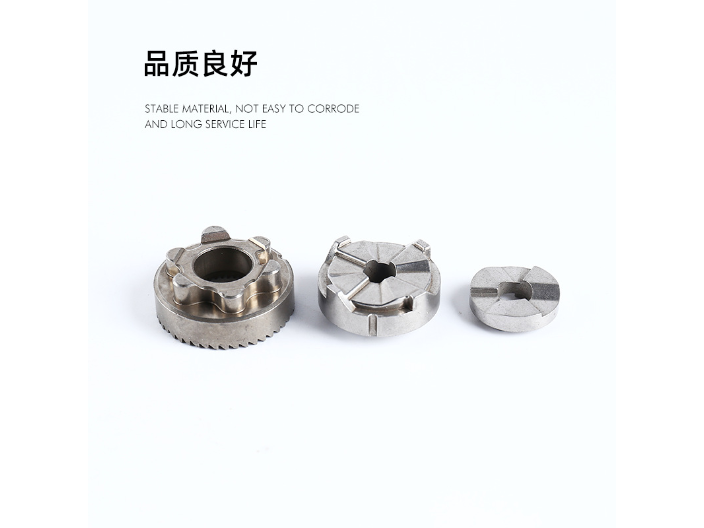
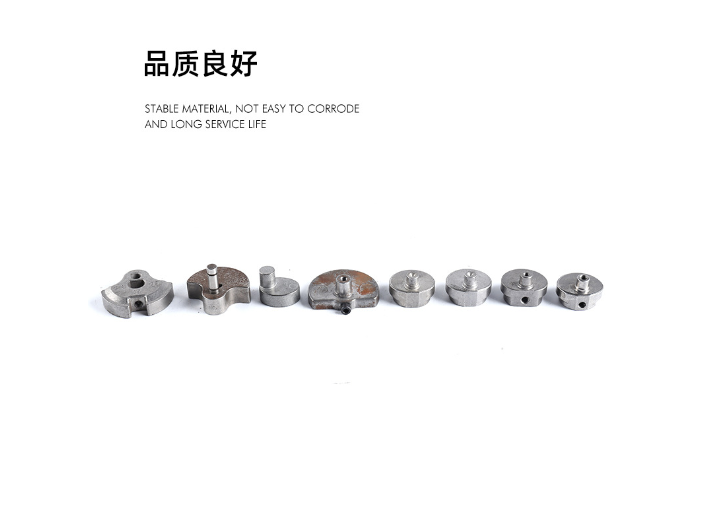
由于粉末冶金的性能优越,相对成本比较低,所以粉末冶金材料在汽车零件中应用越来越普遍。青岛粉末冶金气动零部件定制
汽车压缩机粉末冶金零部件定制好在哪?1、可加入合金元素:粉末冶金加工汽车压缩机零部件可在原材料中加入合金元素,增强产品性能。2、无切削:粉末冶金加工基本可一次成型,减少加工车削或者无切削,节省材料及加工费。3、产品精度更高:粉末冶金直接用模具加工压制或注射、烧结成型,产品易成型,加工出来的精度很高,大批量生产也不会产生精度的偏离。4、重量更低:粉末冶金加工的零部件相对传统加工的零件重量低,可降低终端消费产品的总重量。青岛粉末冶金气动零部件定制
宁波市镇鑫粉末冶金有限公司成立于2021-09-02,位于石碶街道雅渡村大车头,公司自成立以来通过规范化运营和高质量服务,赢得了客户及社会的一致认可和好评。公司主要产品有粉末冶金,粉末冶金齿轮,粉末冶金结构零件,铁基粉末冶金等,公司工程技术人员、行政管理人员、产品制造及售后服务人员均有多年行业经验。并与上下游企业保持密切的合作关系。镇鑫以符合行业标准的产品质量为目标,并始终如一地坚守这一原则,正是这种高标准的自我要求,产品获得市场及消费者的高度认可。宁波市镇鑫粉末冶金有限公司本着先做人,后做事,诚信为本的态度,立志于为客户提供粉末冶金,粉末冶金齿轮,粉末冶金结构零件,铁基粉末冶金行业解决方案,节省客户成本。欢迎新老客户来电咨询。