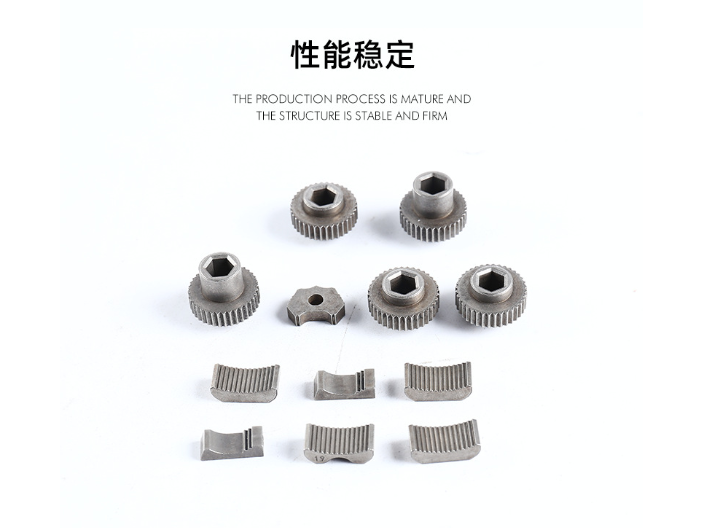
提高粉末冶金齿轮的强度和耐磨性的方法有哪些?为了提高铁基粉末冶金齿轮的强度和耐磨性,需要在烧结后,追加后处理工程,以便提高粉末冶金齿轮的使用性能。后处理工程通常有以下两种方式:1、渗碳处理:同普通机加工齿轮渗碳处理一样,铁基粉末冶金齿轮目前采用的是碳氮共渗,淬火一体化处理,硬度范围同上。2、表面水蒸气处理:在高温环境下,使水蒸气在齿轮的表面与Fe反应形成一种致密物质Fe3O4,Fe3O4硬度较高,可以增加铁基粉末冶金齿轮的耐磨性和表面硬度。粉末冶金齿轮工艺特点:材料组元可控,利于制备复合材料。广州汽车发动机齿轮

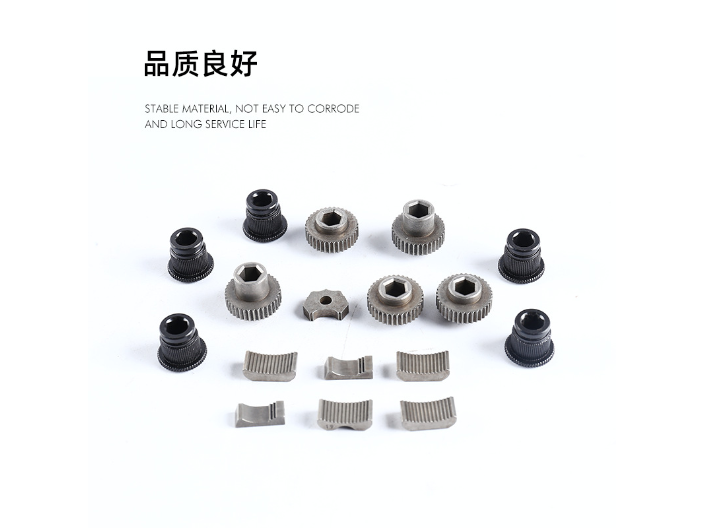
粉末冶金齿轮密封处理的方式有哪几种?具有孔隙是粉末冶金制品固有的一种特性,对于某些应用,孔隙是必需的,但在很多应用中孔隙却是有害的。浸渗工艺是一种密封粉末冶金制品的方法,它为粉末冶金制品的应用开辟了更多的途径。经过浸渗的粉末冶金制品能成功地电镀、涂漆,更加容易机加工。那么粉末冶金的密封处理方式都有哪几种呢?钝化液填充方法:将粉末冶金零件浸入2g/L重铬酸钾,2g/L小苏打的溶液中,其余为水,使钝化溶液充满孔中。钝化溶液的温度为70-80℃。电镀后,将零件加热到100-110°C,通过孔中水的蒸发将钝化溶液从孔中排出。该方法适用于镀锌。广州粉末冶金小模数齿轮优惠粉末冶金齿轮的后处理:渗碳处理,碳氮共渗,淬火一体化的处理,硬度范围也是比较高的。
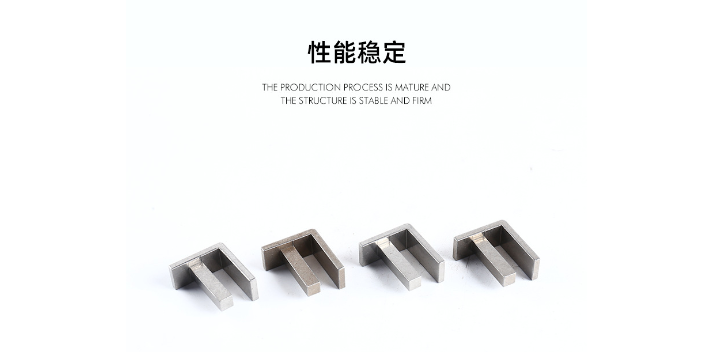
粉末冶金齿轮在压坯过程中会造成哪些缺陷?形位公差超差:1、直线度:直线度超差的原因有:模具直线度超差、生坯密度分布不均匀、生坯壁厚不均匀等。2平行度:产生一个平行度超差的原因有:模具的平行度超差、装粉不均匀等。3同轴度:同轴度差异的原因有:模具精度过低,压榨工具及设备精度低,模具安装不符合要求,着装不统一。当粉末流量合适,模具精度满足设计要求,压制工装和设备精度满足安装要求时,形位公差主要与压坯的密度分布有关,当压制方法确定时,压坯的密度分布直接与粉末填充效果有关。外观不合格:粗糙度高、毛刺数据过大、掉边掉角、拉毛和裂纹等都是我们常见的压坯外观设计缺陷。
粉末冶金齿轮表面防锈的处理方式:就粉末冶金齿轮来说,是根据一次成型和铸轧加工工艺而成的,后续不需要再进行其他工艺的处理,可根据精密度要求制造出各种齿形的成品齿轮件,目前已普遍应用于发动机中零件中。但就是因为其精密度的要求甚高,所以在生产制造以及仓储运输过程中一定要注意防锈,这样才能保证齿轮在装配使用前精密度无损。钝化,涂层处理:钝化和涂层处理,运输过程还是需要进行防锈,涂层对于后期装配使用有影响。此方法防锈效果一般,防锈时间不是很长,防锈要求严格的话,有可能进行涂抹防锈油进行防锈。粉末冶金齿轮工艺:用粉末冶金法制造齿轮时,材料利用率可达95%以上。
粉末冶金齿轮,在整个粉末冶金零件中难以单独统计,但无论是按重量还是按零件数量,粉末冶金齿轮在各种机械、汽车、摩托车中所占的比例都远远大于其他领域中的粉末冶金零件。粉末冶齿轮是少切屑、无切屑的高新技术的产物。因此,从汽车、摩托车在整个粉末冶金零件中所占比例的上升可以看出,粉末冶金齿轮在整个粉末冶金零件中处于飞速发展的地位。如果按零件特点来分,齿轮属于结构类零件,而结构类零件在整个铁基零件中所占的非常重量也远远大于其他几类,粉末冶金零件。粉末冶金齿轮浸防锈油,齿轮严禁生锈。广州汽车发动机齿轮
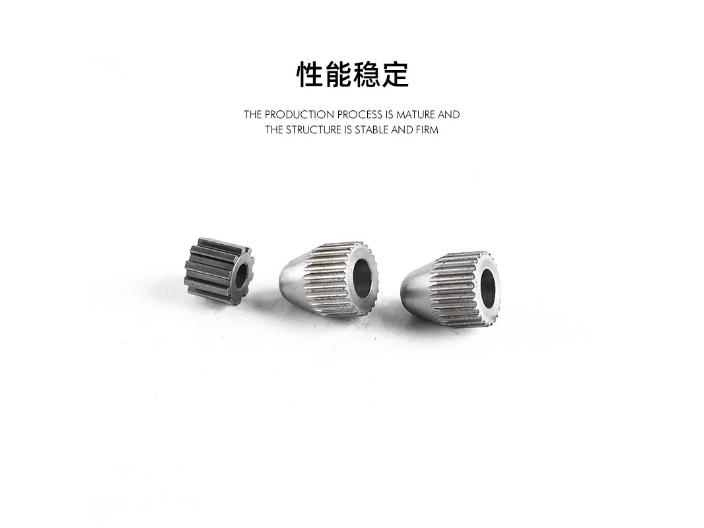
粉末冶金齿轮的强度有什么特点?采取粉末冶金毛坯加工的尺寸,其强度会高10%左右。广州汽车发动机齿轮
粉末冶金齿轮件热套的问题有哪些?随着国家工业技术的不断发展,粉末冶金的传统铸造工艺已经无法满足现代工业的需求,所以现在很多领域所使用的零部件产品等都需要通过高科技的手段生产出来,然而粉末冶金就是这高科技的工艺。那么粉末冶金轮件热套的问题有哪些呢?问题如下:1、烧结炉(网带炉)烧结,氨气保护,不管是铁基还是铜基,先和粉再压制,然后烧结整型较后充油。2、可以进行碳氮共渗,氮碳共渗,感应淬火等热处理。3、850度左右碳氮共渗4小时试试看,煤油量要大.要热处理的产品较好不要先浸油。4、是否可以碳氮共渗,民鑫检测过美国讲的是碳氮共渗。5、烧结炉(网带炉)烧结,氨气保护,不管是铁基还是铜基,先和粉再压制,然后烧结整型较后充油。广州汽车发动机齿轮
宁波市镇鑫粉末冶金有限公司位于石碶街道雅渡村大车头。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下粉末冶金,粉末冶金齿轮,粉末冶金结构零件,铁基粉末冶金深受客户的喜爱。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造机械及行业设备良好品牌。镇鑫粉末冶金立足于全国市场,依托强大的研发实力,融合前沿的技术理念,及时响应客户的需求。