

焊接工艺的精确实施决定了小口径圆形焊管的重要性能,尤其在焊缝质量控制上有着严苛标准。生产中会根据管材材质与规格选择适配的焊接方式,确保焊缝成型美观且强度充足。焊接过程中需实时监控工艺参数,提前采取预热、选用合适焊材等措施,预防裂纹、夹渣、气孔等缺陷的产生。焊后还会通过射线检测、超声波检测等专业手段对...
焊管基本参数
- 品牌
- 锦润钢管
- 材质
- Q195、Spcc、Recc、20钢、Q235等
- 涂层
- 黑管/不镀涂,镀锌管,镀铝管
- 截面形状
- 异型管,椭圆管,方管,圆管,矩形管
焊管企业商机
焊接钢管的诞生,是钢铁加工领域的一次重大变革。其起源可追溯到20世纪初期,当时随着工业的发展,对钢管的需求急剧增加。传统的无缝钢管生产工艺复杂、成本高,难以满足大规模的需求。于是,焊接钢管应运而生。通过将钢板或带钢卷曲成型后焊接,这种创新的生产方式提高了生产效率,降低了成本。早期的焊接钢管工艺相对简单,焊缝质量有限,但随着焊接技术的不断进步,如高频电阻焊、埋弧焊等工艺的出现,焊管的质量和性能得到了极大提升,逐渐在众多领域崭露头角。针对小口径精密圆管的运输,无锡锦润钢管采用强度高包装材料进行分层固定,防止运输损坏。嘉兴异型焊管订制
焊管
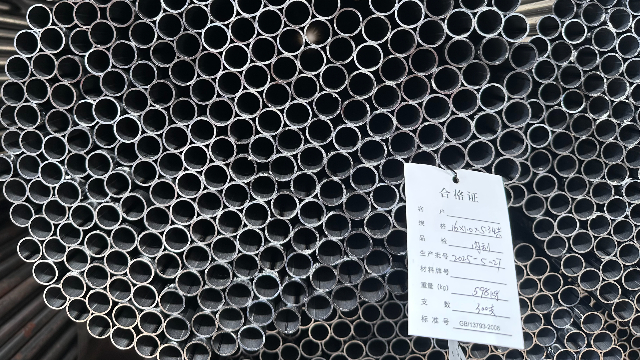
小口径圆形焊管的尺寸精度控制贯穿生产全流程,从原材料的几何尺寸测量到成品的精确检测,每一步都不可或缺的。成型阶段通过模具与工艺参数的优化,确保管材外径与壁厚符合要求,焊后还会借助专业测量工具对尺寸进行复核,保证偏差控制在极小的范围内。这种高精度特性让管材在精密设备组装中能实现完美适配,减少因尺寸偏差带来的安装困扰,无论是作为连接部件还是结构构件,都能与其他组件精确配合,更好提升整体设备的运行稳定性。
舟山小口径焊管现货感应热处理、定径及校直、涡流检测、切断、水压检查、酸洗、检查、包装等也是焊管生产的必要工序。
焊管生产质量控制贯穿全流程,构建从原材料到成品的闭环管控体系。原材料环节需对钢带进行光谱分析(确保C、S、P等元素偏差≤0.01%)和拉伸试验(屈服强度波动≤5%),壁厚均匀性控制在±0.05mm以内。焊接过程中,厚壁管(≥6mm)采用埋弧焊时,需按JB/T4709规程设定电流600-650A、电压32-36V、焊速40-50cm/min,确保熔深达板厚60%-70%;薄壁管(≤3mm)高频焊需控制频率300-400kHz、挤压辊压力8-12MPa,使热影响区≤1mm。焊后执行“三检制”:外观检查(焊缝余高≤1.5mm)、超声检测(GB/T2970I级标准,检出Φ2mm缺陷)、水压试验(1.5倍设计压力保压10min)。
焊管常用材质十分多样,包含Q235A、Q235C、Q235B、16Mn、20#、Q345、L245、L290、X42、X46、X60、X80等碳素结构钢与低合金结构钢,还有0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb等不锈钢材质。不同材质的焊管因化学成分与性能的差异,适用场景各有不同。例如Q235系列材质的焊管,强度适中、焊接性良好,常被用于一般低压流体输送;而不锈钢材质的焊管,凭借出色的耐腐蚀性,在化工、食品等对耐蚀性要求严苛的行业广泛应用。同时,焊管还应具备良好的耐磨性,以抵抗介质的冲刷和磨损。

建筑装饰领域中,小口径圆形焊管以独特优势开辟了新的应用空间。其光滑的表面与精确的尺寸,使其成为制作精致栏杆、扶手的理想材料,通过不同的表面处理工艺,可呈现出多样的视觉效果,适配现代建筑的设计风格。在造型装饰件制作中,管材的良好可塑性让设计师能实现各类创意构想,通过弯曲、拼接等工艺打造出独特的装饰造型。同时,其强度与耐用性也确保装饰构件既能承受日常使用中的触碰与压力,又能长期保持美观形态。镜面抛光处理的管材可搭配现代轻奢风格,镀铬工艺则适配工业风设计,而喷漆处理能灵活匹配室内外色彩方案。从楼梯扶手的精确组装到公共空间的艺术装置搭建,其标准化尺寸与易焊接特性大幅提升施工效率,兼具美学价值与实用性能。无锡锦润钢管生产的小口径精密圆管凭借优良的韧性与强度,成为支撑众多工业领域发展的关键材料。苏州精密焊管价格
从断面形状来看,焊管包括圆形、方形、椭圆形等多种简单断面钢管。嘉兴异型焊管订制
无锡锦润钢管有限公司生产的小口径精密圆管,在焊接性能上表现出色,为下游企业的加工制造提供了便利。该圆管选用的材料具有良好的焊接兼容性,在焊接过程中,焊缝成型美观,焊接强度高,不易出现裂纹、气孔等焊接缺陷。无论是采用电弧焊、氩弧焊还是其他焊接方式,都能实现高质量的焊接效果。对于一些需要将多根圆管焊接成复杂结构的应用场景,如机械框架、管道系统等,无锡锦润钢管有限公司的小口径精密圆管能轻松满足焊接需求,确保焊接后的结构具备足够的强度与稳定性。这种优良的焊接性能,不仅降低了下游企业的加工难度,提高了生产效率,还能减少因焊接质量问题导致的产品报废率,为下游企业降低生产成本。嘉兴异型焊管订制
与焊管相关的文章

与焊管相关的新闻
-
镇江光亮焊管直销 2026-02-12 07:06:38在道路建设里,焊管在道路照明系统、道路标志支撑结构及排水管道中广泛应用。道路照明系统的灯杆选用焊管,是因其可根据道路宽度、照明需求等加工成不同高度与直径的灯杆,像城市主干道灯杆通常高8-12米,通过焊接工艺将多段焊管拼接,表面经镀锌或喷塑防腐处理,能抵御风雨侵蚀。道路标志的支撑结构也依赖焊管,如悬臂...
-
舟山去內毛刺焊管直销 2026-02-11 02:06:31无锡锦润钢管有限公司深知,完善的生产管理体系是保障小口径精密圆管品质稳定的关键。公司引入先进的生产管理系统,对生产流程中的每一个环节进行数字化监控与管理。从原材料的领用、生产设备的运行参数,到每一道工序的完成进度与质量检测数据,都能实时上传至管理平台,管理人员可通过平台随时掌握生产动态,及时发现并解...
-
宁波薄壁焊管价格 2026-02-11 01:08:13小口径圆形焊管的品质根基始于原材料的严苛甄选,只有符合标准的钢板或带钢才能进入生产流程。选材时不仅要关注材质是否适配焊接需求,确保后续焊接后能形成足够的强度与韧性,更要细致检查原材料表面状态,杜绝裂纹、夹杂、气泡等缺陷的存在,边缘的平整光滑度也需严格把控,避免毛刺影响后续加工精度。同时,通过专业的化...
-
湖州薄壁焊管直销 2026-02-10 21:07:29小口径圆管在家具制造领域有着广泛的应用。许多现代风格的家具会采用小口径圆管作为框架结构,因其兼具轻便与坚固的特点,能够支撑起家具的整体重量,同时又不会让家具显得笨重。在桌椅、书架等家具的设计中,小口径圆管可以通过焊接、拼接等方式组成各种造型,既符合简约时尚的设计理念,又能保证家具的稳定性和耐用性,为...
与焊管相关的问题
与焊管相关的标签