- 品牌
- 南京云普
- 型号
- 1
工业过程控制的重心在于保持参数的稳定,通过精密的传感设备与先进的控制算法,实现对复杂工况的准确把控,确保生产过程的稳定。在化学反应过程中,系统实时监测反应物浓度与反应温度,根据监测数据自动调节进料速度与加热功率,确保反应完全且安全,避免因反应不充分导致的产品质量问题或安全事故;在物料混合环节,通过流量传感器与搅拌器转速的联动控制,精确控制物料比例和混合时间,保证混合物的均匀性;在质量检测环节,自动化设备在线测量产品尺寸、重量等参数,及时剔除不合格品,确保产品质量。这种精细化的控制能力,让工业生产过程更具可控性,不*提升了产品合格率,还能有效减少原材料浪费,降低生产成本,提高企业的经济效益。电气自动化技术提升了蓄电池充放电的管理效率。栖霞矿山电气自动化技术

工业自动化领域的深耕,积累了跨行业的解决方案能力。在连续生产的化工行业,开发的自动化系统能准确控制反应釜的温度、压力和搅拌速度,确保化学反应稳定进行,提高产品合格率;在离散制造的汽车行业,通过协调焊接机器人、装配流水线的运行节奏,实现生产节拍的完美化,提升生产效率。针对食品医药行业的洁净要求,系统采用防腐蚀、易清洁的硬件设计,软件具备完善的批次管理和追溯功能,满足行业严苛标准。这种跨行业的服务经验,让自动化技术能在更广阔的领域创造价值。高效电气自动化保护系统农业灌溉通过电气自动化实现按土壤湿度自动浇水。

安防子系统在环保水处理设施中不可或缺,形成多层次、全域性的安全防护网络,涵盖高清视频监控、智能周界防护、设备运行状态监测等多个维度。高清摄像头覆盖厂区入口、处理车间、药剂仓库等关键位置,实时传回清晰画面,夜间还能通过红外功能确保监控无死角;周界防护系统采用红外对射与振动传感相结合的方式,能在非法入侵发生时立即发出声光报警,并同步通知安保人员;设备运行监测则通过安装在电机、泵体等关键部位的传感器,实时捕捉异常振动、温度过高等潜在故障信号。这种全域性的安防保障,确保水处理设施在安全稳定的环境中运行,避免因意外情况中断处理进程,保障周边环境与人员安全。
电气自动化在工业污水处理的预处理环节作用明显,通过部署在污水入口处的多参数传感器,实时监测污水的成分组成与浓度变化,构建起智能判断机制,自动切换相应的预处理工艺。若检测到高浓度悬浮物,系统会立即启动格栅机与沉淀池的联动运行程序,调整格栅机的运行速度和沉淀池的刮泥频率;一旦遇到酸性污水,自动调节中和药剂的投放量和搅拌器的转速,确保污水pH值稳定在适宜范围。这种准确的自动化控制,能在污水进入重心处理环节前大幅降低污染物负荷,为后续深度处理减轻负担,提升整体处理效果,也避免了因水质波动过大对生化系统造成冲击。 电气自动化设备支持通过程序设定实现多段运行模式。
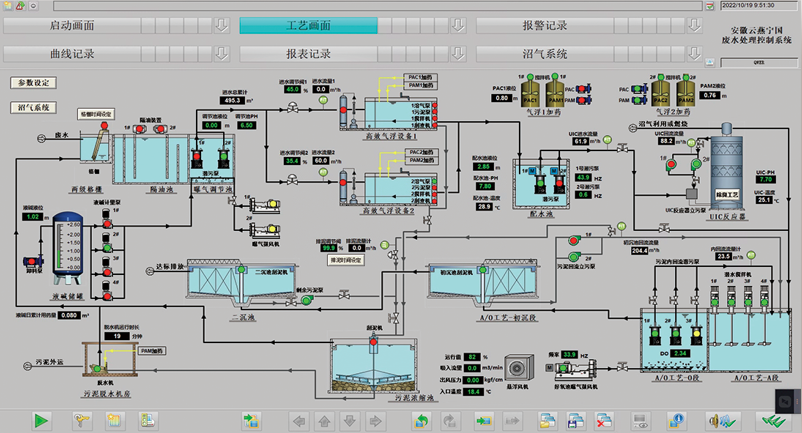
工业废水处理的复杂性对控制系统提出了极高要求,通过分布在处理流程各节点的传感器,能实时捕捉水质变化的每一个细微瞬间。从调节池的 pH 值监测,到生化池的溶解氧反馈,再到沉淀池的污泥界面追踪,各类数据汇聚成完整且动态的水质图谱,为后续处理提供准确指引。系统根据这些实时更新的数据,自动调整加药泵的运行频率以控制药剂投放量,调节搅拌器的转速确保反应充分,以及准确控制曝气设备的供气量,让不同污染物在各自较好的反应条件下被有效去除。这种准确调控模式,让处理过程彻底摆脱了对人工经验的过度依赖,即使面对成分复杂、波动较大的工业废水,也能保持稳定且达标的处理效果,同时减少药剂浪费,降低处理成本,为企业在平衡环保投入与生产效益之间提供了一条切实可行的路径。包装生产线通过电气自动化实现产品的自动计数分装。电气自动化商
冷库系统通过电气自动化维持恒定的低温环境。栖霞矿山电气自动化技术
动力箱为现场设备提供便捷可靠的电力接入点,其设计充分考虑工业现场的复杂环境,根据所连接设备的总功率和数量合理配置内部开关容量和导线截面,确保电力传输安全。箱体采用合金材料制作,防护等级达到IP65以上,能有效抵御户外风雨、灰尘以及潮湿环境的侵蚀,内部开关、插座等元器件布局规范合理,标识清晰,方便现场操作人员快速完成设备接线与日常操作。动力箱的合理布置,将电力分配点延伸至设备附近,减少了长距离电缆的敷设,不*降低了线路损耗,也简化了现场电力分配的复杂度,明显提升了设备供电的可靠性,减少因线路问题导致的停机。栖霞矿山电气自动化技术

电气自动化工程与大数据技术的融合,实现了数据的深度分析与应用,为工程优化与决策制定提供更科学的依据。大数据技术可对电气自动化系统采集的海量数据进行整合、分析,识别运行规律、潜在隐患与优化空间,为工程优化提供方向;同时,大数据分析可实现趋势预判,预估设备故障与运行异常,采取预防性措施,减少故障发生。例如,通过大数据分析,可优化设备运行参数,降低能耗;可识别生产流程中的薄弱环节,提升生产效率。部分公司积极推动电气自动化与大数据技术的融合,利用大数据分析提升系统管控效能,为客户创造更大价值。智能化装备研发的重要支撑之一是电气自动化技术。六合矿山电气自动化设备电气自动化技术的普及与应用,推动传统工程行...
- 江宁电力电气自动化集成 2026-08-03
- 鼓楼矿山电气自动化工程 2026-08-02
- 栖霞化工电气自动化系统 2026-08-02
- 建筑电气自动化技术 2026-08-01
- 浦口工业电气自动化运维 2026-08-01
- 建邺工业电气自动化专业 2026-08-01
- 江宁矿山电气自动化工程 2026-08-01
- 浦口化工电气自动化技术 2026-07-31
- 自动化工业自动化生产线 2026-07-29
- 建邺电力电气自动化系统 2026-07-29

- 鼓楼电气自动化 2026-07-27
- 江宁建筑电气自动化设备 2026-07-27
- 六合工业电气自动化控制 2026-07-26
- 鼓楼建筑电气自动化系统 2026-07-26
- 江宁矿山电气自动化运维 2026-07-26
- 溧水电力电气自动化集成 2026-07-26



- 栖霞水利数字孪生系统 08-03
- 水质在线监测系统解决方案 08-03
- 水质设备在线监测 08-03
- 江宁电力电气自动化集成 08-03
- 水处理数字孪生公司 08-03
- 鼓楼矿山电气自动化工程 08-02
- 水质情况实时监测预警系统 08-02
- 雨花台水利数字孪生报价 08-02
- 多参数水质在线监测仪 08-02
- 怎样监测水质 08-02