- 品牌
- 定川机电
- 型号
- 齐全
- 额定功率
- 1.4kw,1.5kw,750W,7.5kw
- 额定电压
- 220V
- 额定电流
- 3.7A,2.83A,3.8A,7.5A
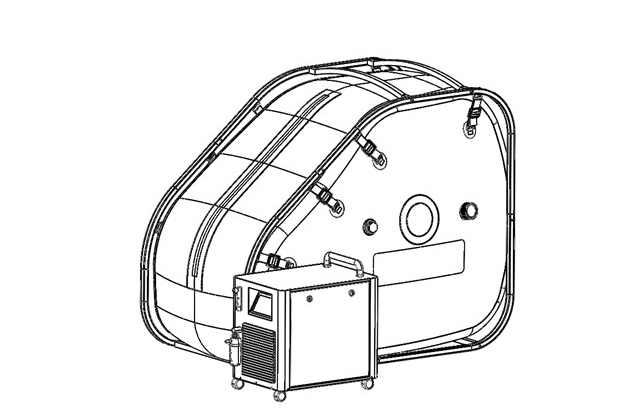
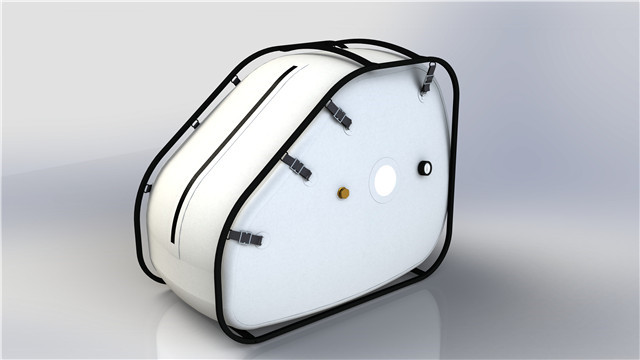
高压氧舱的舱体加强结构设计与加工旨在提升舱体的抗压性能,确保产品使用安全。加强结构采用铝合金型材焊接在舱体内部,形成网状加强筋,加强筋的间距根据舱体直径与设计压力确定,通常为300-500mm。加强筋与舱体壁板的焊接采用角焊工艺,焊缝饱满,强度高。焊接完成后,对焊缝进行打磨处理,确保表面平整,无凸起。加强结构加工完成后,进行舱体抗压性能测试,将舱内压力提升至设计压力的1.5倍,保持压力60分钟,舱体无变形、无焊缝开裂等现象。氧麦端口输出93%±3高浓度氧气,满足高浓度氧护需求。广东软体高压氧舱生产厂家

高压氧舱具备设备状态监测功能,可实时监测设备各系统运行状态,及时发现异常并提醒用户,保障设备稳定运行。该功能通过内置的多种传感器实现,可实时监测制氧模块、气压控制系统、电气系统、湿化系统等关键部件的运行参数,包括氧气纯度、气压值、温度、湿度、水位等,所有参数均会实时显示在触控屏幕上,用户可随时查看。当某一系统出现运行异常时,例如氧气纯度不达标、气压波动过大、水位过低等,系统会立即发出声光报警,并在屏幕上显示异常原因与处理建议,方便用户及时排查问题,若问题无法自行解决,可联系专业人员进行检修,减少设备故障对使用的影响。陕西高压氧舱供应环保材质制造,确保使用安全,健康理疗更放心。

不同人群对制氧机的需求存在差异,选购时需结合自身情况选择。慢性病患者(如慢阻肺、肺心病)需选择医用级制氧机,确保氧浓度≥93%,且具备稳定的流量调节功能,比较好带有氧浓度监测和报警装置,部分患者还需配备雾化功能(兼顾氧疗和雾化医疗)。健康人群用于保健或高原旅游,可选择家用保健制氧机,膜分离式或低流量分子筛式均可,注重便携性和噪音控制。工业用户则需根据具体需求选择大流量、高纯度的工业制氧机,如切割用制氧机需考虑氧气纯度对切割效果的影响,实验室用则需关注稳定性和洁净度。此外,选购时还需查看产品认证,医用制氧机需通过国家医疗器械注册认证,确保符合医疗安全标准,避免购买三无产品。
高压氧舱具备舱内扶手设计功能,在舱体内部设置扶手,方便用户进出舱体与吸氧过程中支撑身体,提升使用安全性与舒适性。扶手采用防滑设计,表面粗糙,可有效防止用户滑倒,同时扶手高度设计合理,适配不同身高的用户,无论是老人还是成年人,都能轻松抓握。扶手安装牢固,能够承受一定的重量,在舱内加压、减压过程中,用户可抓握扶手保持平衡,避免因身体晃动导致碰撞受伤。此外,扶手采用圆角设计,无尖锐边角,进一步提升使用安全性。微高压氧可抑制厌氧菌生长,减少霉素生成,提高抗细菌抑菌能力。

壳体组对与焊接是决定舱体结构完整性的关键环节。所有成型后的高强度钢部件,均在由数控机床加工而成的专门组对工装上进行精确定位与刚性固定。我们的焊工均持有特种设备焊接资质,并采用富氩气体保护焊作为主焊工艺,使用与母材性能匹配的高韧性焊丝。对于主舱体的环缝与纵缝,我们使用大型焊接操作机配合埋弧焊工艺,实现一次成型、全熔透且内部质量均匀一致的高质量焊缝。每一条主焊缝在完成焊接后,均须进行100%的X射线实时成像检测,其评定标准严格遵循NB/T 47013等承压设备检验规范,确保任何微观缺陷都能被及时发现并处理。环保材质与多级净化系统,确保空气质量,使用更健康。黑龙江高压氧舱怎么样
微高压氧对慢性病等进行辅助理疗,加速血流,修复细胞,促进机体平衡。广东软体高压氧舱生产厂家
高压氧舱具备防结露功能,通过优化舱体结构与温度控制,避免舱内温度过低导致水汽结露,影响设备运行与用户使用体验。舱体内部采用防结露涂层,可有效防止水汽附着在舱壁上,同时温度控制系统会自动调节舱内温度,避免温度过低,减少结露现象。当舱内出现少量结露时,通风系统会自动开启,加快空气流通,及时排出水汽,保持舱内干燥。防结露功能可避免水汽进入设备内部造成短路或损坏,同时保持舱内环境干燥舒适,提升用户使用体验。广东软体高压氧舱生产厂家
- 江西便携式高压氧舱 2026-06-07
- 湖北球形高压氧舱作用 2026-06-07
- 安徽成人高压氧舱市场价格 2026-06-07
- 黑龙江个性化高压氧舱 2026-06-07
- 天津高压氧舱原理 2026-06-07
- 湖北立式高压氧舱现货直发 2026-06-07
- 湖北单人高压氧舱市价 2026-06-06
- 安徽立式高压氧舱供应商 2026-06-06
- 福建大空间高压氧舱 2026-06-06
- 深圳高压氧舱厂家 2026-06-06
- 上海硬体高压氧舱作用 2026-06-06
- 河南单人高压氧舱供应 2026-06-06