- 品牌
- 志远超硬材料
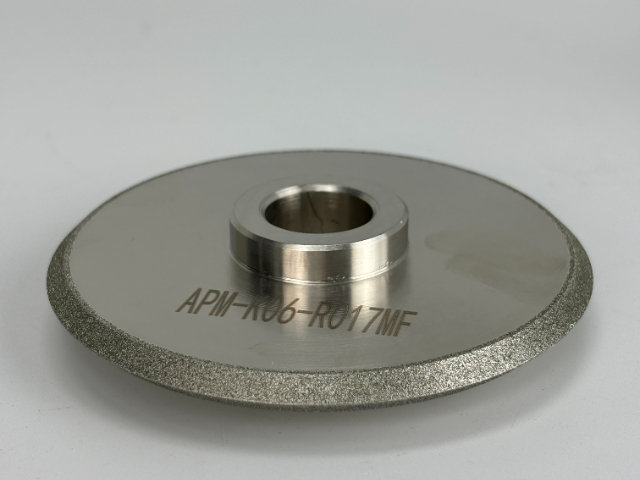
- 型号
- 非标定制
- 类型
- 切割砂轮,磨钢球砂轮,普通砂轮,蜗杆磨砂轮,碾米砂轮,深切缓进给磨砂轮,高速砂轮,超高速砂轮,重负荷磨削砂轮,无心磨砂轮
- 外形
- 螺栓紧固砂轮,蝶形砂轮,平行砂轮,碗形砂轮,筒形砂轮,斜边砂轮,凹面砂轮,凸面砂轮,杯形砂轮,锥面砂轮
- 材质
- 金刚石,单晶刚玉,白刚玉,橡胶砂轮,锆刚玉,棕刚玉,绿碳化硅,铬刚玉,黑碳化硅,氮化硼/CBN
- 工艺
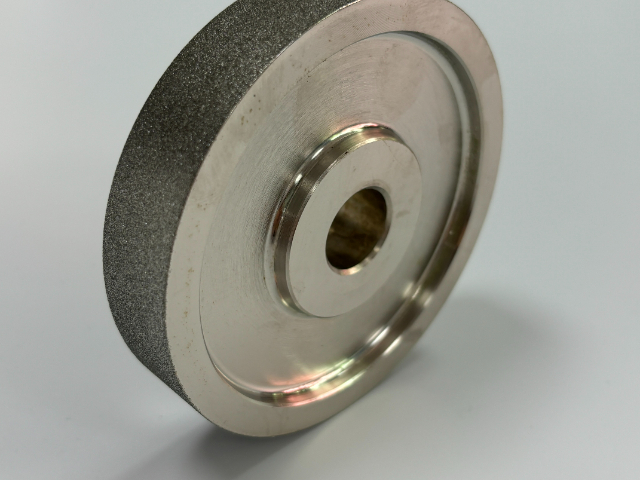
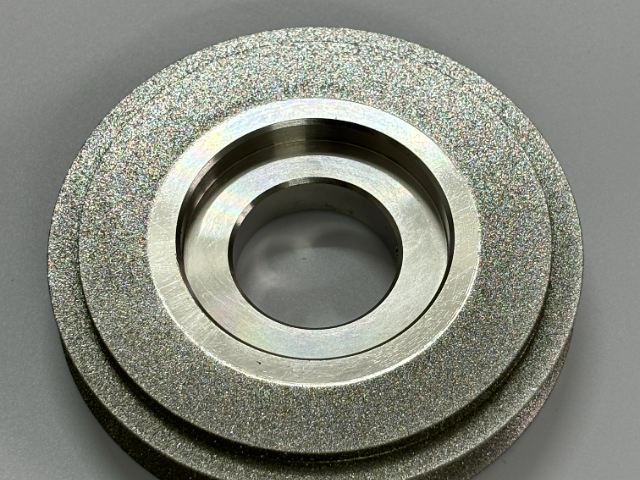
- 电镀
选择合适的电镀金刚石砂轮,主要需考虑以下几个因素:工件材料:金刚石砂轮主要用于磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料。对于其他类型的材料,如钢料,则可能需要选择CBN砂轮,因为金刚石在700℃~800℃时容易碳化。加工要求:粗磨时,应选择磨料较粗的砂轮,如24#、30#、36#、46#等,以提高生产效率。精磨时,应选用磨粒较细的砂轮,电镀金刚石砂轮通常选用46#-710#,粗糙度可达7-9级,甚至80#~120#粗糙度可达9级以上。接角面大、变形量大或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。工件硬度:工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。金刚石粒度:需从工艺要求、结合剂种类和砂轮的打磨效率等多个方面综合考虑。结合剂类型:金刚石固结砂轮的结合剂大致有四种,分别是树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂。不同结合剂的黏结力和耐磨性有所不同。金刚石浓度:金刚石砂轮浓度是指工作层中金刚石体积占工作层总体积的百分比。选择时需要考虑粒度、粘结剂的粘结力、磨削效率以及磨料的质量要求等因素。其他指标:还需考虑线速度、砂轮粒度与切入量关系、砂轮粒度与表面粗糙度关系等指标。电镀金刚石砂轮,为您提供优越的磨削性能。甘肃烧结类电镀金刚石砂轮厂商

选择合适的电镀金刚石砂轮时,需要考虑以下几个关键因素:工件材料和加工要求:根据工件的材料和加工要求来选择合适的砂轮。金刚石砂轮是磨削硬质合金、光学玻璃、陶瓷、宝石和石材等高硬度脆性大的非金属材料的比较好磨具。如果需要磨削钢料,则不能选择金刚石砂轮,因为金刚石在700℃~800℃时容易碳化,此时应选择CBN砂轮。金刚石粒度:粗磨时,应选择磨料较粗的砂轮,以提高生产效率。细磨时,则选择磨粒较细的砂轮,以满足精度要求。接角面大的、变形量大的或软的工件应选择粒度较粗的砂轮,以减少热量(磨削热)。硬度:根据工件硬度选择合适的砂轮硬度。工件硬度高的应选择较软的砂轮,工件较软的应选择较硬的砂轮。当磨削温度高,冷却条件差时,也应选用较软的砂轮,以避免对工件造成烧伤。金刚石种类:可选择天然金刚石或人造金刚石,具体根据使用场景和需求决定。结合剂类型:考虑金刚石固结砂轮的结合剂类型,如树脂结合剂、陶瓷结合剂、金属结合剂和电镀金属结合剂等,不同结合剂有不同的黏结力和耐磨性。金刚石浓度:根据工件精度和磨削效率的要求,选择合适的金刚石浓度。粒度越细,选择的金刚石浓度越低;粘结剂的粘结力越大,可以选择更高的金刚石浓度。辽宁合金烧结电镀金刚石砂轮制造商电镀金刚石砂轮,实现高效、稳定的磨削过程。
电镀金刚石砂轮的优势主要体现在以下几个方面:电镀工艺简单,投资少,制造方便:电镀金刚石砂轮的制作工艺较为简单,投资成本较低,这使得其生产过程既经济又高效。无需修整,使用方便:电镀金刚石砂轮在使用过程中无需进行额外的修整,降低了使用成本,并提高了工作效率。高工作速度:电镀金刚石砂轮的单层结构决定了其可以达到很高的工作速度,国外已高达250~300m/s,这使得其在高速、超高速磨削中占据主导地位。足够的寿命:虽然电镀金刚石砂轮只有单层金刚石,但其仍具有足够的寿命,能够满足长时间、很强度的磨削需求。高精度加工:电镀金刚石砂轮具有保形性好、加工精度高的特点,特别适用于形状复杂、精度高、特薄、较小的制品的加工。然而,电镀金刚石砂轮也存在一些缺点,如镀层金属与基体及磨料结合面上并不存在牢固的化学冶金结合,这可能导致金刚石颗粒在高效磨削时容易脱落或镀层成片剥落,从而导致整体失效。此外,为增加把持力而增加镀层厚度,可能会导致磨粒裸露高度容屑空间减小,砂轮容易发生堵塞,散热效果差,工件表面容易发生烧伤。以上信息只供参考,如有更多专业问题,建议咨询金刚石砂轮制造领域的专业人士。
电镀金刚石砂轮相比传统金刚石砂轮的优势主要体现在以下几个方面:结合力更强:电镀金刚石砂轮是通过电镀工艺将金刚石颗粒直接粘合到金属基材上,这种结合方式提供了更强的结合力,使得金刚石颗粒在磨削过程中更不容易脱落。磨削效率更高:电镀金刚石砂轮通常更薄,这使得它们能够更快地去除材料并减少热量积聚。此外,金刚石颗粒的均匀分布也提高了磨削效率。加工精度高:电镀金刚石砂轮具有更好的保形性,能够在长时间磨削过程中保持稳定的形状和性能,因此能够提供更高的加工精度。使用寿命长:由于金刚石颗粒与基材之间的结合力强,电镀金刚石砂轮的使用寿命通常更长,减少了更换砂轮的频率,降低了生产成本。更精确和更易于控制:电镀金刚石砂轮非常适合用于小零件和易碎材料的精细精密研磨,因为它们具有更精确和更易于控制的优势。操作简便:电镀金刚石砂轮无需修整,使用方便,降低了操作难度。环保和节能:电镀金刚石砂轮磨削时工作台不接触工件,解决了传统磨削方式效率低、噪音大、易粉尘污染、操作困难等问题,更环保和节能。请注意,虽然电镀金刚石砂轮具有许多优势,但在某些特定应用或材料上,传统金刚石砂轮可能仍然是更好的选择。电镀金刚石砂轮,助力企业实现高效生产。

电镀金刚石砂轮与传统金刚石砂轮相比,具有以下优势:更强的结合力:电镀金刚石砂轮是通过电化学法制作的,金刚石颗粒直接通过电流粘合到金属基材上,与金属结合紧密,提供了更强的结合力。更薄的砂轮:电镀金刚石砂轮比其他类型的金刚石砂轮更薄,这使得它们能够更快地去除材料并减少热量积聚。更精确和更易于控制:由于电镀金刚石砂轮的薄度和精确性,它们通常用于小零件和易碎材料的精细精密研磨,具有更高的磨削精度和更好的控制性。生产成本低:电镀金刚石砂轮的生产工艺相对简单,成本较低,同时使用寿命也较长,为企业降低了生产成本。使用便捷:电镀金刚石砂轮在机械加工业中应用很多,可以对普通工件及砂轮进行成型磨削,还能用于加工淬硬钢材以及硬质合金磨具,使用非常便捷。环保:电化学法作为电镀金刚石砂轮的主要生产工艺,具有操作简单、对环境污染小、成品性能佳等优势。然而,电镀金刚石砂轮也有其局限性,如镀层厚度较薄、生产工艺相对复杂等,需要根据具体的应用场景和需求进行选择。电镀金刚石砂轮,助力企业提升竞争力。云南平行烧结电镀金刚石砂轮生产厂家
电镀金刚石砂轮,提升加工精度和效率。甘肃烧结类电镀金刚石砂轮厂商
电镀金刚石砂轮非常适合用于打磨硬性材料。电镀金刚石砂轮是通过电化学法制作的金刚石砂轮,其工作层含有金刚石磨粒,金刚石磨料被金属结合剂粘结在基体上。这种砂轮提供了很强的结合力,使得金刚石颗粒与金属基材紧密结合,非常适合用于硬质材料,如硬质合金和玻璃等。电镀金刚石砂轮与其他类型的金刚石砂轮相比,具有更精确和更易于控制的优势,因此它们通常用于小零件和易碎材料的精细精密研磨。此外,电镀金刚石砂轮还具有高速、超高速磨削的能力,可以很大提高加工效率。然而,由于电镀金刚石砂轮非常薄,它们可能比其他类型的金刚石砂轮磨损得更快。此外,镀层金属与基体及磨料结合面上并不存牢固化学冶金结合,磨料实际上只被机械包埋镶嵌镀层金属,因而把持力小,金刚石颗粒负荷较重高效磨削易脱落(或镀层成片剥落)而导致整体失效。总的来说,电镀金刚石砂轮适合用于打磨硬性材料,但在使用过程中需要注意其磨损和把持力的问题。甘肃烧结类电镀金刚石砂轮厂商
- 吉林陶瓷电镀金刚石砂轮生产厂家 2024-11-01
- 青海树脂结合剂电镀金刚石砂轮定做 2024-10-30
- 新疆烧结圆弧电镀金刚石砂轮价格 2024-10-30
- 江苏单斜边电镀金刚石砂轮制造商 2024-10-29
- 陕西烧结式电镀金刚石砂轮生产厂家 2024-10-29
- 海南烧结异形电镀金刚石砂轮价格 2024-10-28
- 江苏烧结式电镀金刚石砂轮定做 2024-10-28
- 重庆青铜电镀金刚石砂轮定做 2024-10-27
- 福建烧结类电镀金刚石砂轮定做 2024-10-26
- 陕西磨钨钢电镀金刚石砂轮价格 2024-10-26
- 贵州烧结电镀金刚石砂轮厂商 2024-10-25
- 新疆陶瓷电镀金刚石砂轮生产厂家 2024-10-24