珩磨加工的成本构成多元,对其进行精细分析是提高生产效益的关键。主要成本项包括:设备折旧与能耗(初始投资高,但现代高效节能机型可降低长期能耗);工具成本(油石消耗是主要变动成本,其寿命受工件材料、参数设置及冷却液管理影响巨大);冷却液成本(采购、过滤维护、废液处理费用);人工成本(自动化程度直接影响此项);废品损失。成本控制需从多方面入手:在工艺规划阶段,通过实验设计(DOE)优化参数组合,在保证质量前提下寻求短加工时间。选择性价比高的油石,而非单纯追求便宜或耐用,需综合计算单件加工成本。实施严格的冷却液管理和过滤,延长其使用寿命。提高自动化水平以减少人工干预和错误。推行全员生产维护(TPM),降低设备故障停机时间。此外,对于多品种小批量生产,快速换产能力(如快换珩磨头、程序调用)能明显减少辅助时间,提升设备综合效率(OEE)。建立详细的成本核算模型,追踪单件成本变化,是持续改进的基础。珩磨机是一种用于精密加工内孔表面的机床设备,尤其适用于气缸、液压缸、炮管等高精度圆筒形工件的终加工。河南四工位转台珩磨机费用

珩磨机在航空航天领域的应用对加工精度和可靠性提出了极高要求,是保障航空航天设备关键部件性能的关键设备。航空航天领域的零部件,如发动机叶片榫槽、涡轮盘孔、起落架液压缸筒、导弹发射管等,通常采用强度、耐高温的特殊材料制造,如钛合金、高温合金、复合材料等,这些材料的加工难度大,对加工设备的精度和稳定性要求极高。珩磨机通过精确的工艺控制和先进的加工技术,能够实现对这些特殊材料内孔的精密加工,确保内孔的尺寸精度、形状精度和表面质量满足航空航天设备的严苛要求。例如,在航空发动机涡轮盘孔加工中,珩磨机需保证孔的圆柱度误差控制在0.002mm以内,表面粗糙度达到Ra0.1μm以下,同时确保加工表面无微小裂纹和缺陷,保障涡轮盘的高速旋转稳定性和使用寿命。为满足航空航天领域的加工需求,高级珩磨机通常集成了高精度检测、自适应控制、在线补偿等先进技术,能够实时监控加工过程,及时调整加工参数,确保加工质量的稳定性和可靠性。河南摩托车零件珩磨机设备价钱采用创新技术,宁波伊弗迅珩磨机加工效率明显提升,点击查看成功案例。

珩磨机的加工精度和稳定性从根本上取决于其床身结构设计与制造水平。高精度珩磨机通常采用高质量灰铸铁(如HT300)或树脂混凝土(人造花岗岩)整体铸造床身。灰铸铁具有良好的阻尼减振特性,能有效吸收加工中的振动;而树脂混凝土的阻尼性能更优,热稳定性更好,且成形灵活,但抗冲击性稍弱。床身结构需通过有限元分析(FEA)进行拓扑优化,在确保高刚性的同时实现轻量化。关键导轨部分,立式珩磨机的主轴往复运动导轨和工件台固定导轨,以及卧式珩磨机的主轴箱支承导轨,多采用高精度、预加载的直线滚动导轨或静压导轨。直线导轨摩擦力小、精度高、速度快;静压导轨则能提供近乎无摩擦、无限寿命和高阻尼的运动,适用于超高精度场合。立柱作为主轴箱的支撑,其抗弯抗扭刚性至关重要,常采用箱型或圆筒型对称结构,内部设计有加强筋。整个床身需经过充分的时效处理以消除内应力,并在恒温条件下进行精密加工和装配,确保基础几何精度的长期保持。良好的结构刚性是抵抗切削力、避免颤振、保证加工表面质量与形状精度的基石。
珩磨加工中常见的缺陷及其成因复杂,系统的分析是保证质量的前提。尺寸超差可能源于机床温度变形、在线测量系统误差或油石压力设定不当。几何形状误差如喇叭口(孔端尺寸大)或鼓形孔,通常是由于珩磨头在行程两端的油石悬伸量过大、导向条件变化或往复换向冲击造成;腰鼓形孔则可能因孔中间区域加工时间过长、热量集中所致。表面质量问题包括粗糙度不达标、出现拉毛、划伤等,可能与油石粒度选择不当、珩磨液清洁度差(含有粗大磨粒)、或者切削参数不合理(如速度过高导致油石堵塞)有关。此外,网纹缺陷如网纹不均匀、交叉角紊乱,多由主轴旋转与往复运动不同步、机床导轨磨损或液压系统爬行引起。质量控制需贯穿全过程:加工前,严格检验毛坯的预加工质量与硬度均匀性;加工中,利用在线监测系统实时预警;加工后,除了常规的通止规检测,还需使用气动量仪、圆柱度仪、表面粗糙度仪以及微观形貌分析设备(如白光干涉仪)对关键特性进行抽检或全检。建立基于统计过程控制(SPC)的质量管理体系,能有效识别过程异常趋势,实现预防性质量控制。珩磨技术起源于20世纪初的德国,用于汽车发动机气缸的精密加工。
操作和维护现代珩磨机,尤其是数控珩磨机,对技术员提出了复合型技能要求。基础知识层面:需掌握机械制图、公差配合、金属材料与热处理、切削原理等。专业技能层面:必须精通珩磨工艺原理,能根据工件图纸和材料合理选择油石型号、设定工艺参数;熟悉机床结构,能进行日常点检、维护和一般故障诊断排除;掌握常用量具(内径千分表、气动量仪)和在线测量系统的使用与校准;具备分析常见加工缺陷(如喇叭口、粗糙度差)并提出解决方案的能力。软技能与新技术:随着自动化集成度提高,技术员还需具备基本的机器人协作、数控程序阅读理解与修改、以及人机界面操作能力;对智能制造概念和数据分析有初步了解也日益重要。系统的培训体系通常包括:制造商提供的机床操作与编程培训;企业内部基于岗位能力的阶梯式培训(从学徒到高级技师);工艺知识的专题培训(如新油石技术、新材料的珩磨方案);以及安全与质量体系培训。建立技能认证和持续教育机制,是保持团队竞争力的关键。
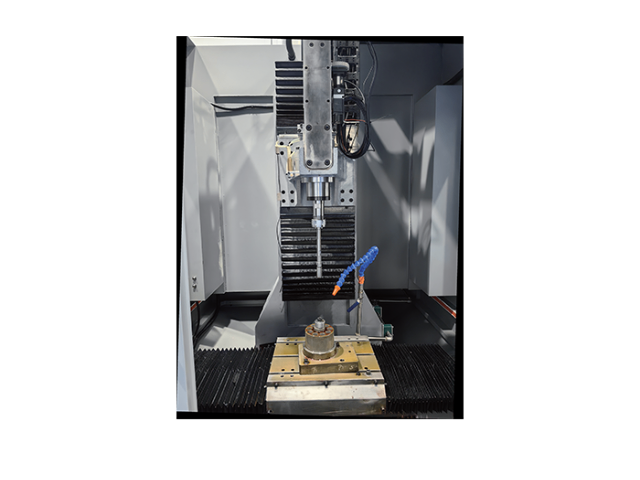
珩磨机激光测量补偿技术实时检测内孔误差,精确调整参数,突破高精度加工瓶颈。绍兴恒温加工珩磨机设备价钱
珩磨机是一种利用珩磨头对工件表面进行精密研磨的磨床,主要用于孔类零件的精加工。河南四工位转台珩磨机费用
振动是影响珩磨精度和表面质量的首要危害,可分为强迫振动、自激振动和混合型振动。强迫振动源于外部周期性干扰,如电机不平衡、传动带缺陷、液压脉动或车间其他设备的基础振动传递。自激振动(颤振)则源于工艺系统内部,由切削过程本身激发并维持,危害大。在珩磨中,自激振动通常表现为油石与孔壁之间产生低频的相对振动,在表面留下明显的“振纹”。其成因复杂,可能与工艺参数失配(如往复速度与转速比例不当导致再生效应)、油石特性(过硬或过软)、系统刚性不足(特别是长径比较大的珩磨头)、或冷却液楔效应有关。抑振策略是多层次的:首先在机床设计阶段,提高结构刚性、采用阻尼材料、优化主轴承与导轨的动力学特性。其次在工艺规划阶段,通过理论计算和实验避开不稳定的参数组合,例如调整交叉角、采用变速珩磨打断周期性激励。主动抑振技术是前沿方向,如在珩磨头或主轴上安装加速度传感器和压电陶瓷作动器,实时检测振动信号并施加反向力予以抵消。此外,使用阻尼性能更好的油石(如含有弹性填料的树脂结合剂油石),也是抑制颤振的有效工艺手段。河南四工位转台珩磨机费用
宁波伊弗迅机械有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,宁波伊弗迅机械供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!