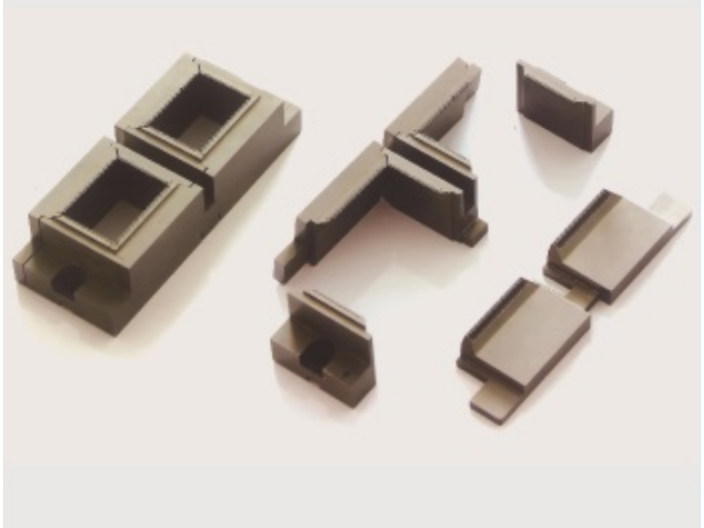
外购件成本。主要的外购件为热流道(注塑件),油缸,导柱导套,氮气弹簧(冲压)等。热流道的选用,根据零件材料的流长、零件尺寸及结构来确定浇口数量、流道分布来进而得出热流道使用数量以及喷嘴类型是针阀式还是开放式。油缸的选用,根据不同作用,是使用在斜顶、滑块、抽芯还是顶出结构,使用的缸径不同,要同时确认油缸的工作压力、缸径和行程以及安装方式。如此可以评估油缸的规格,再结合质保要求选用国产、进口油缸品牌,得出油缸的单价。我们需要根据模具零部件的材料和加工要求来确定切筋备件的材料和加工方法。河北三极管模具切筋备件哪家好

模具制造技术,激光快速成型技术(RPM)发展讯速,我国已达到国际水平,并逐步实现商品化。世界上已经商业化的快速成形工艺主要有SLA(立体光刻)、LOM(分层分体制造)、SLS(选择性激光烧结)、3D-P(三维印刷)。清华大学较先引进了美国3D公司的SLA250(立体光刻或称光敏树脂激光固化)设备与技术并进行开发研究,经几年努力,多次改进,完善、推出了“M-RPMS-型多功能快速原型制造系统”(拥有分层实体制造-SSM、熔融挤压成型-MEM),这是我国自主知识产权的世界独有拥有两种快速成形工艺的系统(国家**技术),具有较好的性能价格比。河北三极管模具切筋备件哪家好模具配件的材料通常采用钨钢、高速钢、轴承钢、不锈钢、黄铜、金属合金、弹簧钢、碳化钢等等。

现代模具制造技术朝着加快信息驱动、提高制造柔性、敏捷化制造及系统化集成的方向发展。第三代制模技术,高速铣削加工不但具有加工速度高以及良好的加工精度和表面质量,而且与传统的切削加工相比具有温升低(加工工件只升高3℃),热变形小,因而适合于温度和热变形敏感材料(如镁合金等)加工;还由于切削力小,可适用于薄壁及刚性差的零件加工;合理选用刀具和切削用量,可实现硬材料(HRC60)加工等一系列优点 。因此,高速铣削加工技术仍是当前的热门话题,它已向更高的敏捷化、智能化、集成化方向发展,成为第三代制模技术。
模具配件定期检修:1、查看导柱和导套间是否有磨损的迹象。找寻是否有刮损或擦损等痕迹,这种模具配件磨损是由于缺乏润滑造成的。如果痕迹只是刚出现,那么你还可以通过给导柱和导套加润滑剂来延长其寿命。假若磨损已很严重,那就应该更换新零件了。否则的话,型腔和型芯部分可能无法很好地切合,从而导致零部件腔壁薄厚不一。2、查看热嘴的半径区域是否有断口。断口是由残留在机器热嘴里的松散变硬的塑料碎片在向前注塑时受到来自料筒组件的夹持力所造成的。问题的成因也有可能是中心线没有对准。在发现断口时,要考虑这两种可能性。如果所受的破坏已严重到不能防止出现花瓣状泄漏时,就应该及时更换浇口套。模具切筋备件提高模具的使用寿命和经济效益。
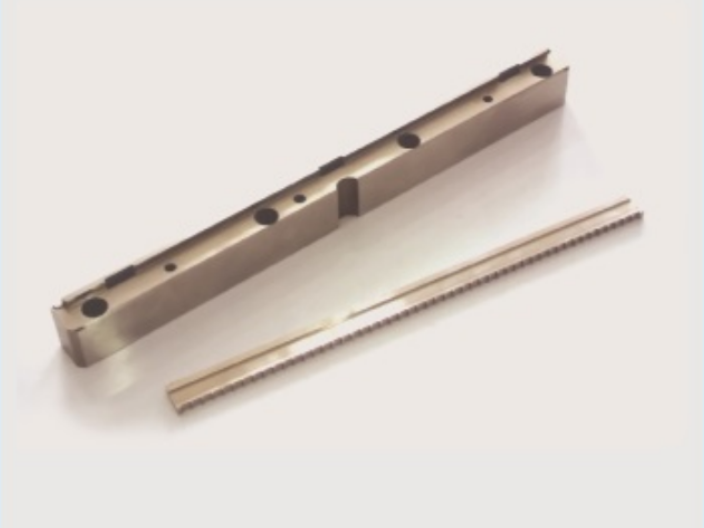
模具配件的分类有哪些?塑胶模具配件:司筒、顶针、华司、司筒、定位珠、树脂开闭器、日期章、锁模扣、限位夹、二次顶出、复位机构、模具计数器、辅助器、定位零件、冷却零件、钢珠套、导柱导套、斜顶装置、气顶、定位珠、树脂开闭器、日期章、锁模扣、限位夹 、二次顶出、复位机构、模具计数器、辅助器、定位零件、冷却零件、钢珠套、导柱导套、斜顶装置、气顶等等 ;五金模具配件可分为:冲头)、凹模(也口)、卸料入子,销钉、导柱、导套、引导针等。模具切筋备件还可以提高模具零部件的加工精度和加工效率。河北三极管模具切筋备件哪家好
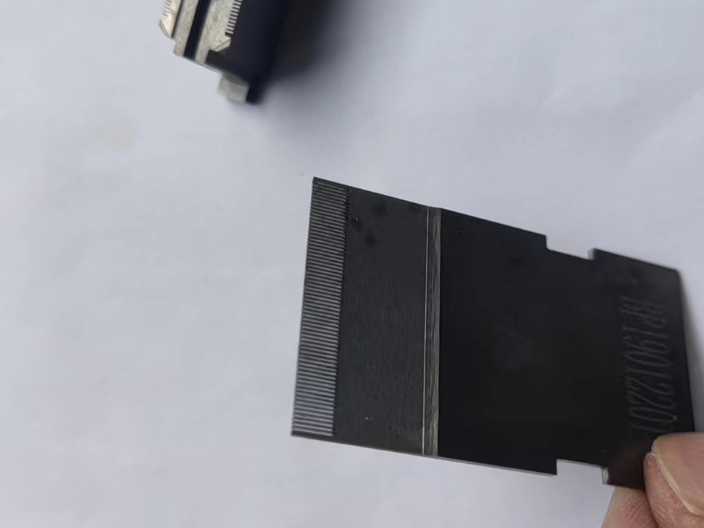
模具切筋备件需要根据不同的加工工序来选择,如切割、夹持、拆卸等。河北三极管模具切筋备件哪家好
使用标准导柱导套要注意什么事项?我们都知道标准导柱导套一般都是指标准件,也有一些企业使用的是非标定制件,就是根据客户要求所定制的模具配件。那么我们在使用标准导柱导套时要注意什么事项呢?1、连续模中,一组板内导柱一般设置4根。一般小型连续模直径可选取13~16mm。大中型连续模选用20mm以上的。2、标准导柱导套一般是配套使用的,一般采用厌氧胶与模板粘结,间隙一般取0.02~0.03mm,且要求孔壁清洁无油污。3、小导柱在自由状态下应露出脱料板20~30mm为宜。4、下模为了防止由于导柱的导入导出引起排气不顺畅或局部真空,所以应设置气孔或气槽。5、内导柱应设置得非完全对称,以防止装模时出现错误。以上就是一些关于使用标准导柱导套所需要注意的事项。河北三极管模具切筋备件哪家好
模具配件包括有哪些?塑胶模具配件:单节射梢、双节射梢、双节射梢、扁梢、扁梢、定位柱、塑胶模导套、直套...
【详情】模具配件都有哪些?模具配件分为标准件和非标件,国际标准有 DME、DME-EOC、HASCO,国内有...
【详情】模具切筋备件的用途,模具切筋备件的主要用途是帮助模具切割、切割、切割和刮擦材料,从而获得所需的形状和...
【详情】模具切筋备件的用途,模具切筋备件的主要用途是帮助模具切割、切割、切割和刮擦材料,从而获得所需的形状和...
【详情】模具零配件,拉料杆------1、分流道拉料杆:因分流道中所存的塑料不易脱落,便于开摸系时冷料脱模。...
【详情】模具切筋备件的种类,1、钳子,钳子是模具加工过程中常用的工具之一,主要用于夹持和拆卸模具中的不同部件...
【详情】下面我们探讨一下如何去把模具及其备件管理好。模具制作前,要精细设计,方便日后模具及备件管理。“工欲善...
【详情】模具配件具体有哪些作用呢?1、改善模具生产不良问题:在工业生产中,在加工过程中会出现产品不良的现象,...
【详情】树脂冲压模具初次在国产轿车的试制中得到成功应用。一汽模具制造有限公司设计制造了12套树脂模具用于全新...
【详情】自动化机械配件:导向轴支座、固定环、直线轴承、滚珠导向轴、无油衬套、单轴机器人·驱动器、直线导轨、线...
【详情】建立模具履历卡(模具档案)和保管区,每一套模具在入厂时建立一套完整的使用记录,这是保证以后保养和维护...
【详情】模具的备件常见类型:塑胶模具配件,单节射梢、双节射梢、双节射梢、扁梢、扁梢、定位柱、塑胶模导套、直套...
【详情】