弹簧的回火工艺1.加热:与淬火类似,将弹簧放置在加热炉中进行回火前的预热。2.回火:将已经淬火处理好的弹簧放置到回火炉中进行回火处理。回火温度与时间会直接影响弹簧的机械性能,通常使用中低温度进行长时间回火,能够消除淬火过程中出现的残余应力,降低弹簧的脆性,还能够提高韧性和延展性。3.控制冷却速率:回火完成后,弹簧会产生较大的内部应力,需要进行自然冷却或缓慢冷却,避免产生新的应力。四、小结热处理是弹簧制造中一个非常重要的工艺流程,巧妙的热处理能够提高弹簧的性能,使其具有更好的电气和机械特性。要想确保弹簧在制造的过程中能够达到预期的机械性能指标,必须严格按照工艺流程进行处理,避免产生缺陷,确保产品质量。弹簧定制,东莞弹簧厂家,汽车弹簧定制厂家,医疗弹簧,拉伸弹簧定制。东莞环保型拉簧快速出样

选择弹簧材料时,因考虑其用途、使用条件、(载荷性质、大小及循环特性、工作持续时间、工作温度等)以及加工、热处理和经济性等因素。为了保障弹簧能够可靠的工作,其材料应满足具有较高的强度极限和屈服极限外,还必须具有较高的弹性极限、疲劳极限、冲击韧性、塑性和良好的热处理工艺性等。实际中应用较多的就是弹簧钢,其品种又有碳素弹簧钢、低猛弹簧钢、硅锰弹簧钢和铬钒钢等。弹簧材料选择必须充分考虑到弹簧的用途、重要程度与所受的载荷性质、大小、循环特性、工作温度、周在介质等使用条件,以及加工、热处理和经济性等因素,以便使选择结果与实际要求相吻合。钢是常用的弹簧材料。当受力较小而又要求防腐蚀、防磁等特性时,可以采用有色金属。此外,还有用非金属材料制做的弹簧,如橡胶、塑料、软木及空气等。广东不锈钢拉力弹簧好不好用拉簧钩环既要满足装配要求,又要考虑钩环的支承应力,工作环与钩环过渡处的应力比较集中,使用时容易折断。
弹簧加工中常见问题及处理:1、如果空气炉加热淬火没有保护气或者盐浴脱氧不彻底,那就可能会产生脱碳,解决方法:空气炉加热淬火应通保护气或滴有机溶液保护:盐浴炉加热时,盐浴应脱氧,杂质BAO质量分数小于0.2%;加强对原材料表面质量检查。2、如果淬火后硬度不足,会使弹簧使用寿命下降,残余变形。解决方法:选用淬透性好的钢材、提高淬火介质的冷却能力、弹簧进入淬火介质的温度应在AR3以上、适当提高淬火加热温度、加强淬火后作金相组织检验。3、温度过热会产生晶粒粗大、脆性增加。解决办法:按工艺试验的正确温度加热淬火;适当降低热成形温度或者加强对仪表的校对保证测温准确。4、开裂的原因大部分原因是由于热温度高或淬火介质冷却能力过大、表面脱碳以及回火不及时。解决办法:用等温淬火或马氏体分级淬火;在淬火介质中冷到250~300oC取出空冷;淬火后立即回火。
弹簧热处理的目的就是在于充分发挥材料的潜力,使之达到或接近需要的力学性能,从而保证弹簧在使用状态下长期可靠的工作。玖胜弹簧厂家在选择材料时,会考虑到弹簧的用途,重要程度,使用条件,包括载荷性质,大小及循环特性,工作持续时间,工作温度和周围介质情况等。加工热处理和经济性等因素。同时,也会参照现有设备中使用的弹簧,选做出较为合适的材料。随着机械向高速度,重载荷,质量轻,体积小的方向发展,对弹簧也突出了更高的要求,为了消除不利的剩余应力,改善弹簧表层的应力分布状况,获得高的有效应力,除了在选着材料和热处理中采取措施外,不少弹簧厂家在弹簧的制造中,经常采用机械强化工艺,列如抛丸处理,强压,扭,拉处理等。拉伸弹簧的防锈处理对于延长其使用寿命非常重要。
弹簧的表面处理有什么作用?(1)金属保护层种类很多,就弹簧而言,一般是用电镀的方法以获得金属保护层。电镀保护层不但可以保护不受腐蚀,同时能改善弹簧的外观。有些电镀金属还能改善弹簧的工作性能,例如提高表面硬度,增加抗磨损能力,提高热稳定性,防止射线腐蚀等。但如果单纯为了弹簧的腐蚀,一般应选用电镀锌层与电镀镉层。弹簧镀锌的作用(2)锌在干燥的空气中较安定,几乎不发生变化,不易变色。在潮湿的空气中会生成一层氧化锌或碳式碳酸锌的白色薄膜。这层致密的薄膜可阻止继续遭受腐蚀。因此镀锌层用于弹簧在一般大气条件下防腐蚀保护层。凡与硫酸、盐酸、苛性钠等溶液相接触,以及在三氧化硫等气氛的潮湿空气中工作的弹簧,均不宜用锌镀层。在我们使用弹簧的过程中要注重弹簧的保养,防止其出现腐蚀等现象,这样才能保障弹簧使用的更加长久。广东耐高温拉簧有哪些公司生产
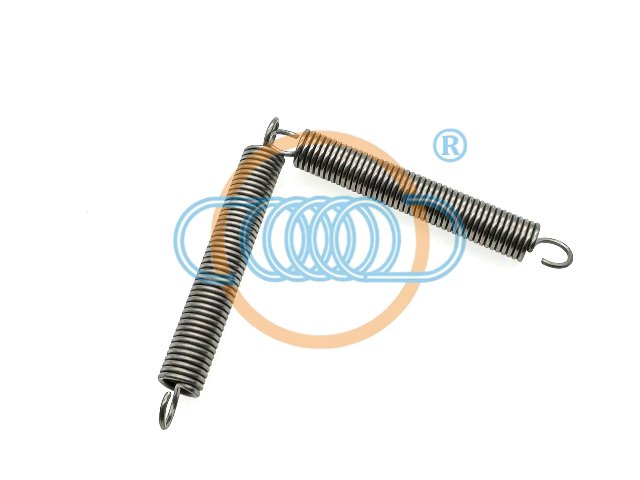
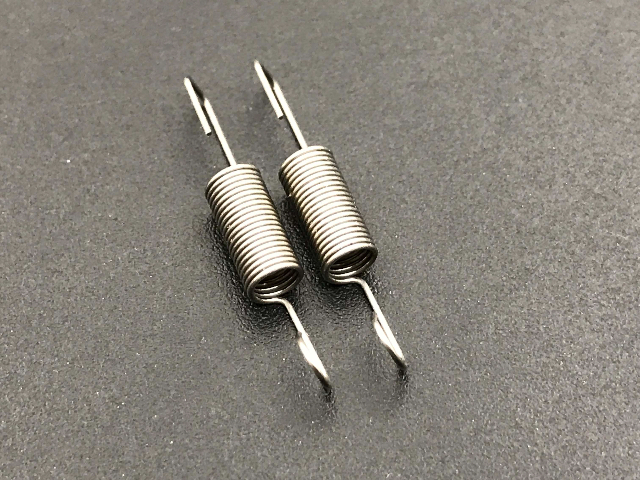
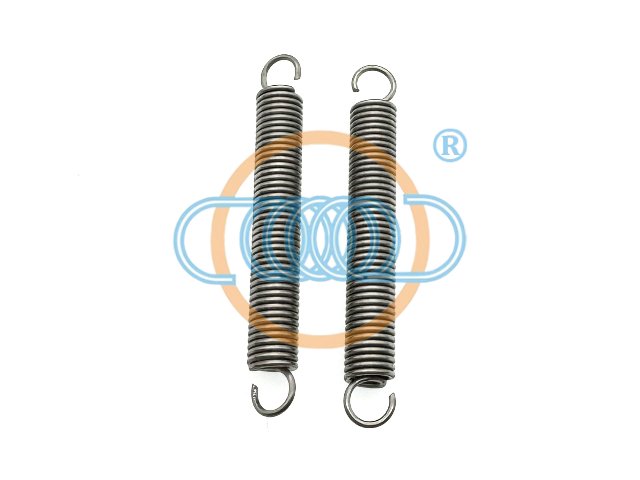
在精密制造领域,玖胜拉伸弹簧以其高精度和长寿命著称。东莞环保型拉簧快速出样
在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。东莞环保型拉簧快速出样