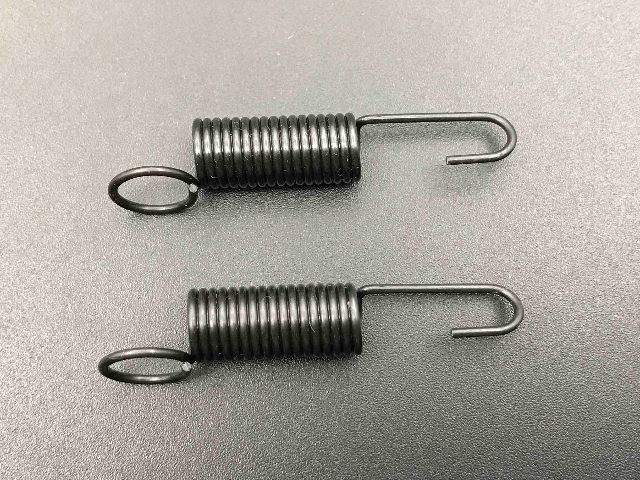
拉伸弹簧是承受轴向拉力的螺旋弹簧。拉簧通常由圆形截面材料制成。当负载不承受时,拉伸弹簧的线圈通常是紧密的且没有间隙。常见的拉簧关闭类型有:螺纹嵌入式闭合,十字中心拉环,钩,加大小孔,缩小孔,矩形闭合和水滴形闭合,闭合弹簧体长度可根据具体情况而定组。在设置定制拉伸弹簧时,可以调节弹簧两端的钩子长度,以完全满足任何拉伸位置的载荷要求。另一种常见的拉伸弹簧是钩形弹簧。对于钩形弹簧,载荷施加在长钢圈的末端(穿过弹簧中心,在另一端形成结构)。钩簧非常适合潜在的过载工作环境,具有固有的制动功能,当弹簧达到比较大拉伸长度时,能保证弹簧继续承受静载荷。钩簧通常用来支撑门廊的摆动。我们知道您担心的是服务:拥有专业的客服人员和工程师,能够在线解答您任何的产品问题!拉伸弹簧公司

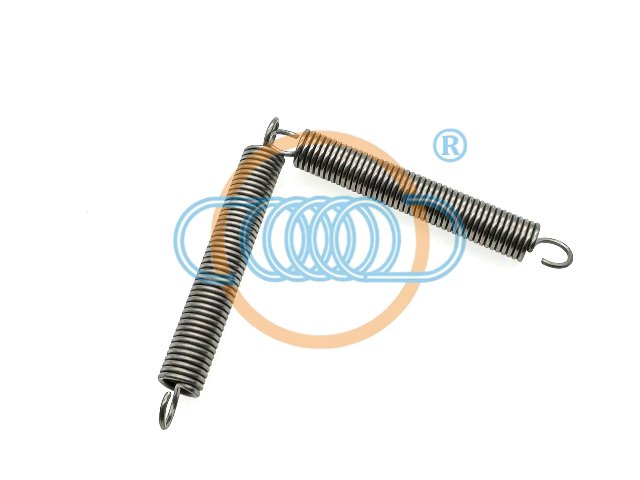
在拉伸弹簧选择和设计中,常常用到不锈钢材料,那么为什么要用不锈钢材料呢,通常是因为不锈钢弹簧有以下特点:表面状态均匀而且美观所制成的弹簧弹性均匀,而且易于弹簧的生产成型可塑性高,抗疲劳强度高,耐热耐腐蚀用户可选择材料的表面状态:裸线、、镀镍弹簧线、镀树脂弹簧线。不锈钢弹簧出厂又分为亮面、雾面、半亮面。客户可根据产品精密美观程度的要求进行选择。无磁性或弱磁性均可使用于电子、家电、工业、民用等产品。是常见的弹簧材料之一。在弹簧生产厂家中,被经常使用。拉伸弹簧公司玖胜拉伸弹簧的材质选择精良,确保产品在不同环境下都能保持优异性能。

拉伸弹簧的选型是一项关键的工程任务,它直接影响到产品的性能和可靠性。 在拉伸弹簧的选型过程中,我们会结合您的具体需求和应用环境,综合考虑材料的选择、尺寸的设计以及力学特性的分析等因素,以确保选型的准确性和适用性。我们的目标是为您提供高质量、高性能的拉伸弹簧,从而满足您的各种工程需求。 通过合理的选型,拉伸弹簧可以实现优异的机械性能,如弹性恢复能力、承载能力和寿命等。我们的产品具有优异的强度和耐用性,能够适应各种复杂的应用场景。我们的专业团队将为您提供专业的技术支持和咨询服务,确保您在选型过程中获得满意的结果。 我们始终致力于提供客户需要的解决方案和高品质的产品。我们采用先进的生产设备和严格的质量控制体系,以确保每一件产品都符合客户的标准和要求。 通过我们专业的拉伸弹簧选型服务,您可以获得符合要求的高质量产品,并在市场中取得竞争优势。无论您需要定制还是批量生产,我们都能够满足您的需求。 如果您对拉伸弹簧的选型有任何疑问或需要进一步了解,欢迎随时联系我们。我们期待与您的合作,并为您提供良好的服务。
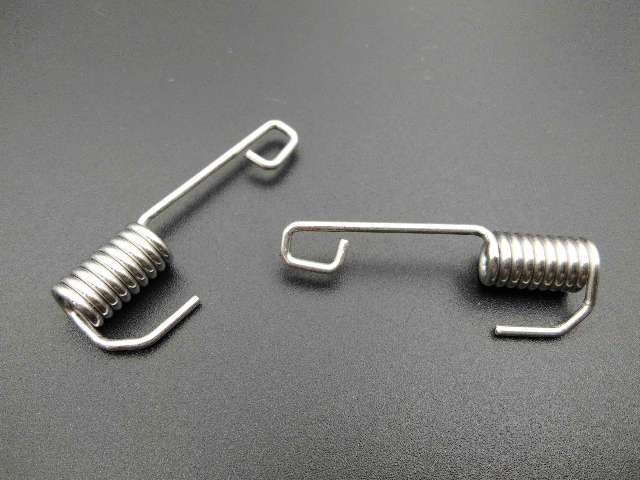
拉伸弹簧设计的关键要素:1、所需具备的拉力,也就是能够负荷的重量,由此来决定拉簧的材质和线径和可调长度。2、空间范围,知道了空间范围,就可以决定拉簧的外径,自由长和圈数。拉伸弹簧的作用,拉伸弹簧主要用于日用五金配件。屋子里的灯具、热水器、电子秤、插座等都涉及到拉伸弹簧的使用。拉伸弹簧在电子电器行业中也占有一席之地如吸尘器、洗衣机、电视机、照相机等。工艺设计的配件中也包含一些拉伸弹簧的使用如玩具、手袋、皮具等小工艺品。在工业和汽车领域都有应用如矿山机械、工程机械等各种机械。弹簧的拉力虽然很小但作用力还是挺大的,对一些仪器可以起到减震的作用从而保护仪器。拉伸弹簧对使用环境的要求不高因而使用范围较广,在耐腐蚀、高低温的环境中都可以工作。 玖胜,您值得信赖的压缩弹簧品牌,我们用心为您打造每一款产品。

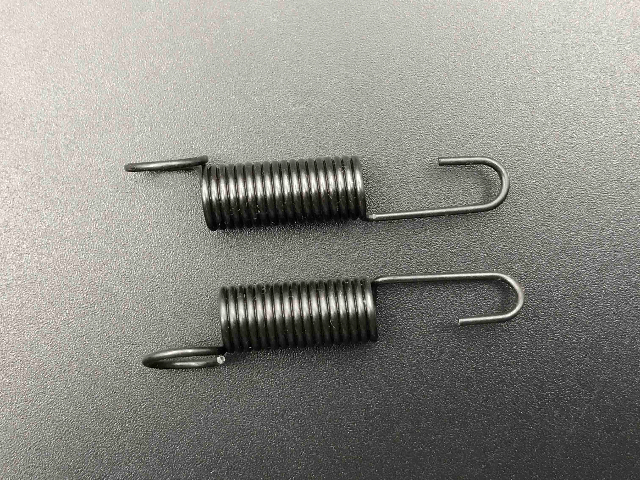
我们很多弹簧成型后都要经过研磨去除毛刺,特别是一些精密要求的机械用弹簧,客户会在图纸上特别标注。有的是由于切削过程的塑性变形造成的,有的是铸件、模锻件的飞边,有的是在加工过程中受挤压,还有的是焊接所挤出的残料等等。随着工业化和自动化程度的提高,对零件弹簧的精度要求也愈来愈高,如果不把毛刺去掉,将造成多方面的不良影响。例如:火箭、导弹、飞机上的弹簧,如不去掉毛刺,后果是不堪设想的。弹簧上的毛刺或脱落的金属粉末,一旦进入液压或风动系统中,会引起严重的紊流或非层流,会使过滤器或管子堵塞,故液压阀体和气动零件等必须将毛刺去除。在机械传动系统中,由于震动,会使毛刺脱落下来,造成系统卡死或零件损伤。有时,毛刺直接妨碍构件的机械运动,这对活塞或滑阀等特别明显。在切削过程中,毛刺若垫在零件的定位基面上,夹紧后扰不是真正基面接触,变成点接触,严重地影响了加工精度。装配时也是同样,因毛刺存在,造成装配不合格。弹簧如不去掉毛刺,在机床上装卸工件时或装配加工时,会把工人的手划伤。当承受较高载荷时,毛刺和锐边影响零件的疲劳强度以及与油漆和其它保护层的结合力,减少零件的使用寿命,弹簧毛刺还影响零件的外观质。 根据弹簧需承受的力量和环境的来选择材料,例如,304耐腐蚀能力强,琴钢丝抗拉强度高,SUS631材质耐高温。广东耐热型拉伸弹簧怎么卖
拉伸弹簧的材质决定了其适用场景和寿命。拉伸弹簧公司
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。 拉伸弹簧公司