盐雾测试是一种主要利用盐雾试验设备所创造的人工模式盐雾环境条件来考核产品或金属材料耐腐蚀性能的环境试验。它分为两大类,一类为天然环境暴露试验,另一类为人工加速模式盐雾环境试验。人工模式盐雾环境试验是利用一种具有一定容积空间的试验设备,在其容积空间内用人工的方法,造成盐雾环境来对产品的耐盐雾腐蚀性能质量进行考核。它与天然环境相比,其盐雾环境的氧化物的盐浓度,可以是一般天然环境盐雾含量的几十倍,使腐蚀速度提高,对产品进行盐雾试验,得出结果的时间也会缩短。如在天然暴露环境下对某产品进行试验,待其腐蚀可能要一年,而在人工模式盐雾环境条件下试验,只要24小时,即可得到相似的结果。人工模式盐雾试验又包括中性盐雾试验、醋酸盐雾试验、铜盐加速醋酸盐雾试验,交变盐雾试验。弹簧在进行选购的时候不要太过盲目的挑选。要确定自己个人的使用需求以及适用的环境和弹簧厂家进行沟通。广东琴钢线双边扭簧订制
弹簧成形后,必须进行均匀热处理,即淬火、回火处理,淬火次数不得超过两次,回火次数不限。注:机车弹簧只能加热一次,即弹簧,淬火只能一次加热,不能二次加热。防止过度脱碳,影响疲劳寿命。淬火:淬火是将钢加热到临界温度AC3或AC1以上一定时间对马氏体组织进行热处理,使其奥氏体化和冷却速度快于冷却速率。回火:将淬火弹簧重新加热到低于AC1的选定温度一段时间,然后以适当的冷却速度冷却,称为回火。回火的目的是获得所需的机械性能,稳定弹簧的结构和尺寸,消除内应力。注:回火脆性高的钢,如硅明弹簧钢和明孟弹簧钢,回火后应立即在油水中冷却。弹簧淬火后应尽快回火,避免因内应力过大而产生裂纹。淬火与回火之间的时间间隔一般不超过2-4小时.淬火用冷却弹簧应在2小时内回火:淬火后的弹簧应在12小时内回火。扭转弹簧供货及时吗我们知道您关心的是交期:编程工程师团队经验丰富,设备自动化生产程度高,设备生产速度快,日产量高!
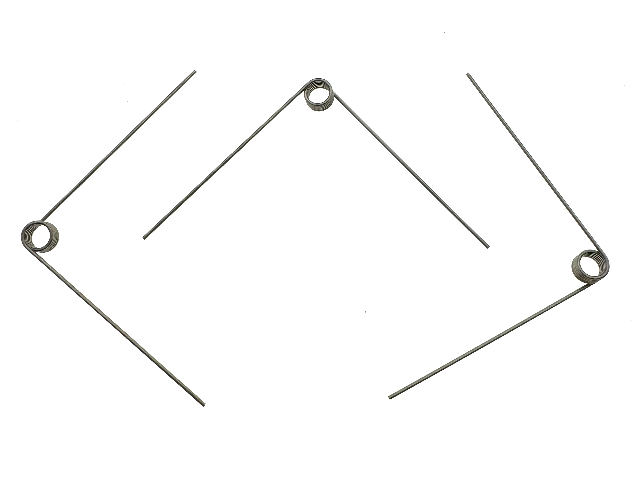
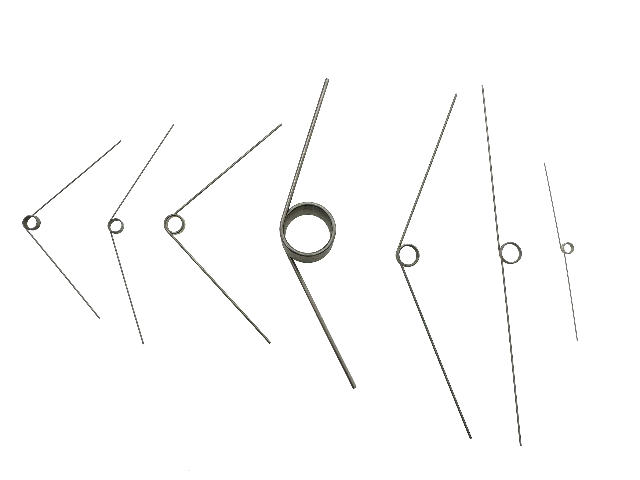
设计扭转弹簧时使其簧圈紧密接触,目的就是促进旋转并使其产生角度回弹力.礼毕结构有很多种选择,这样可以以多种不同的方式固定弹簧,对于扭转弹簧而言,需要考虑的力臂规格包括力臂角度,力臂长度和力臂收口类型.弹簧在同侧呈直线或平行时,力臂角度视为0度,角度沿着非旋转方向而增大,力臂收口类型包括直扭,直线偏移式,铰链式,短拉钩收口和拉钩收口.为满足应用要求,可以弯曲,扭曲扭转弹簧的收口,或者将其收口制成拉钩或拉环.双扭弹簧由一组右手旋转簧圈和一组左手旋转簧圈组成,这些簧圈通常以绕线之间的未密身的部分相连,并且这些簧圈平行旋转,需单独设计该部分,其扭矩总值为两端黄圈之和。
扭转弹簧是一种常见的弹性元件,广泛应用于机械设备、汽车、电子产品等领域。下面是扭转弹簧的制造工艺: 1. 材料选用:扭转弹簧通常采用钢材作为原材料,常用的有65Mn、60Si2Mn、50CrVA等。这些材料具有良好的弹性和耐磨性,能够满足各种应用场景的需求。 2. 加工制作:扭转弹簧的制作过程通常包括以下几个步骤: - 切割:首先将所选的钢材切割成合适长度的钢丝,以备后续加工使用。 - 弯曲:利用专业的机械装置,将钢丝进行弯曲,使其呈现出扭转的形状。根据具体的设计要求,可以采用不同的弯曲方式和角度。 - 调整:对弯曲好的扭转弹簧进行必要的调整,以确保其尺寸和形状符合设计要求。 - 磨光:通过磨削和抛光等工艺,对扭转弹簧进行表面处理,使其光洁度和表面粗糙度满足要求。 3. 检验质量:制作完成的扭转弹簧需要进行质量检验,以确保其性能符合标准。主要的检查内容包括: - 外观检查:检查扭转弹簧表面是否有明显的缺陷、变形或损伤。 - 尺寸检查:测量扭转弹簧的长度、直径等尺寸参数,与设计要求进行比对。 - 弹性检查:通过施加一定的载荷,测试扭转弹簧的弹性性能,确保其具有良好的弹性回弹能力。东莞弹簧定制厂家,您定我制20年多年的弹簧定制生产经验。
在实际工作中,我们常碰到弹簧用不了多久就没有力了,其实就是弹簧发生了塑性变形,也就是是弹簧的自由长度变短了。一般弹簧使用几次后,它的自由长度都会变短,只是变短的多少不同而已,其主要原因是没有作初压缩处理,就是把一根制造并回火好的弹簧,用力把它压缩到它的工作高度或并紧高度(有必要的话),放开后不能恢复到他原来的自由长度的操作。其缩短量称为“初压缩量”。一般重复了3~5次压缩后,长度不再缩短,即弹簧“定位”。经初压缩后弹簧发生变形因此要求严格的弹簧,弹簧回火后的长度应等于弹簧的原始自由长度加初压缩量,然后进行“立定”处理后,弹簧的长度就是要求的长度了,这样可避免弹簧使用后变短失效的问题。注:重要弹簧紧压时间为24小时,普通弹簧为6小时或连续压缩3~5次,每次保持3~5秒。紧压时弹簧与芯轴的间隙以芯轴直径的10%为宜,间隙过小则难于操作,间隙过大则易使弹簧发生弯曲变形。紧压时若其中一件弹簧折断,则其余应重新处理。在我们使用弹簧的过程中要注重弹簧的保养,防止其出现腐蚀等现象,这样才能保障弹簧使用的更加长久。广东琴钢线双边扭簧订制
弹簧公差选择:根据实际需求选择外径基准型(走负公差),内径基准型(走正公差),弹簧常数公差±10%。广东琴钢线双边扭簧订制
弹簧在使用过程中会出现弹力不足的原因有哪些?1、不少弹簧厂家在制作非标弹簧时设计制作参数不合理,只注重弹簧外径,内径,长度等参数,往往忽悠了线材横截面积和节距的大小,从而导致弹簧弹力不够2、标准弹簧选型不合理,图价格便宜,选择了较轻截荷类型而无法承受较重截荷,从而导致感觉弹力不够。3、弹簧质量等级弄错,无意或故意把普通弹簧当优良弹簧或进口弹簧使用,从而导致弹簧弹力不够4、超过规定温度使用而导致弹性降低甚至失去弹性。5、弹簧线材本身偏软,或弹簧淬火温度偏低又或者保温时间不够长,弹簧成型后回火温度过高且时间长,导致抗拉压强度低而弹力不够,这才是真正意义上的弹力不够。所以弹簧厂家们在制造弹簧的过程中一定要注意以上问题。广东琴钢线双边扭簧订制