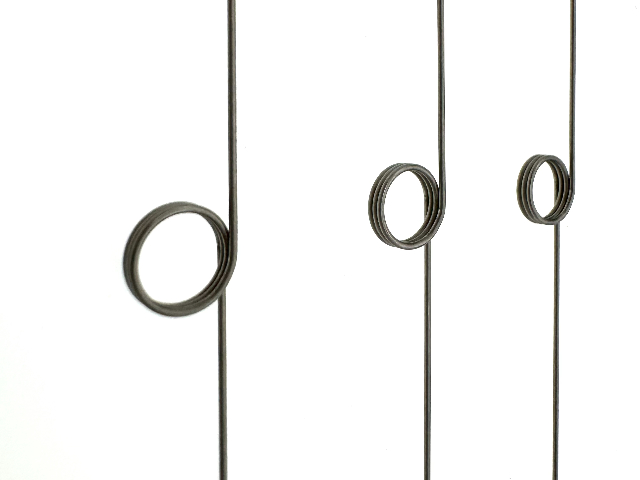
扭转弹簧其工艺和螺旋压缩,拉伸弹簧基本相同,不同的就是端部的加工在小批量生产和扭臂比较复杂的情况下,多数采用手工或半自动的有心轴卷制法成形,然后用公装夹具将扭臂按图样进行加工,大批量生产时,则可在直尾卷簧机和扭簧机上卷制,扭臂不能按图样完成的,在分工序用工装夹具来加工,根据扭转弹簧的特点,在设计和和制造时,还用注意以下两点:1、扭转弹簧端部扭臂在制造时应一次弯曲成形,避免加工疵病和校正整形加工,扭臂加工完后应进行第二次去应力退火。2、目前的扭转弹簧多为密圈,这样在弹簧圈之间就产生了相当于拉伸弹簧的初拉力类似的压紧力,在加载和卸载时会产生摩擦力而出现滞后现象,当加载与旋向相同或者圈数增加时这种倾向增加,另外也给其他表面处理工作带来困难。因此在设计和成形时弹簧圈应该稍微留间隙。在大量生产时,弹簧厂家在有条件的情况下对螺旋拉伸,扭转弹簧的展开,折弯等工序可采用液压,气功等方法去加工。扭转弹簧的材质决定了其适用场景和寿命。不锈钢304电推剪弹簧加工订做
弹簧在使用过程中会出现弹力不足的原因有哪些?1、不少弹簧厂家在制作非标弹簧时设计制作参数不合理,只注重弹簧外径,内径,长度等参数,往往忽悠了线材横截面积和节距的大小,从而导致弹簧弹力不够2、标准弹簧选型不合理,图价格便宜,选择了较轻截荷类型而无法承受较重截荷,从而导致感觉弹力不够。3、弹簧质量等级弄错,无意或故意把普通弹簧当优良弹簧或进口弹簧使用,从而导致弹簧弹力不够4、超过规定温度使用而导致弹性降低甚至失去弹性。5、弹簧线材本身偏软,或弹簧淬火温度偏低又或者保温时间不够长,弹簧成型后回火温度过高且时间长,导致抗拉压强度低而弹力不够,这才是真正意义上的弹力不够。所以弹簧厂家们在制造弹簧的过程中一定要注意以上问题。耐高温扭簧送货上门东莞玖胜弹簧,弹簧1枚起订-定制弹簧-弹簧标准件。
弹簧是目前各行各业都在使用的一种机械零件,它的应用范围极为广,例如,汽车、机械、航空,日常小孩子用到的学习用具圆珠笔等等,是现在社会上不可缺少的一种零件,但是,我们知道,弹簧的力度有的时候会变的很弱,使用效果不是很好,那么,影响弹簧的使用的因素主要有哪些呢?1.首先,影响弹簧力度的主要的因素就是它的材料,材料的区屈服程度越高,那么,相对来说,弹簧的疲劳强度就越高,所以,保证弹簧疲劳强度应该先从弹簧的材料上进行研究。2.弹簧表面的质量对于弹簧的疲劳强度的影响比较大,弹簧材料在生产制造过程中造成的裂纹、伤痕往往是导致弹簧因疲劳而产生断裂现象的根本的原因。3.其次就是弹簧的生产尺寸,材料的尺寸越大,造成缺陷的可能性就越高,所以,相关弹簧生产厂家注意,在计算弹簧的疲劳强度的时候,一定要注意考虑弹簧生产尺寸的问题。4.弹簧的使用和储存环境影响,腐蚀介质对于弹簧疲劳的影响是极为重大的,弹簧在腐蚀介质中使用工作的时候,由于表面产生的点蚀或者是表面晶界被腐蚀,而成为致使弹簧疲劳的源头;同时弹簧生产厂家在生产的时候,还要注意弹簧在不同的环境下工作,对于弹簧造成的各种影响.
弹簧成形后,必须进行均匀热处理,即淬火、回火处理,淬火次数不得超过两次,回火次数不限。注:机车弹簧只能加热一次,即弹簧,淬火只能一次加热,不能二次加热。防止过度脱碳,影响疲劳寿命。淬火:淬火是将钢加热到临界温度AC3或AC1以上一定时间对马氏体组织进行热处理,使其奥氏体化和冷却速度快于冷却速率。回火:将淬火弹簧重新加热到低于AC1的选定温度一段时间,然后以适当的冷却速度冷却,称为回火。回火的目的是获得所需的机械性能,稳定弹簧的结构和尺寸,消除内应力。注:回火脆性高的钢,如硅明弹簧钢和明孟弹簧钢,回火后应立即在油水中冷却。弹簧淬火后应尽快回火,避免因内应力过大而产生裂纹。淬火与回火之间的时间间隔一般不超过2-4小时.淬火用冷却弹簧应在2小时内回火:淬火后的弹簧应在12小时内回火。玖胜弹簧的售后服务完善,为客户提供及时、专业的技术支持。
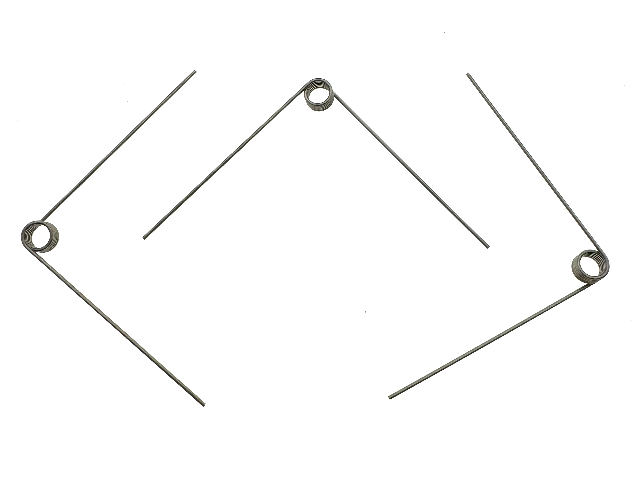
扭转弹簧相较于其他弹簧,有以下优势:1.更大的变形量:扭转弹簧可以承受更大的变形量,使得其适用范围很广。2.更好的耐久性:扭转弹簧使用寿命长,不易断裂变形,可在多个工作环境中稳定工作。3.更小的空间使用:扭转弹簧的空间使用率高,能够在小空间内发挥更大的作用。扭转弹簧的独特性能使其在以下领域中得到应用:1.机械领域:扭转弹簧可以用于锁紧丝杆、离合器、刹车等机械传动装置中,实现机械部件的联动和传动。2.汽车领域:扭转弹簧可以用于变速器、离合器、转向机、悬架系统等汽车零部件中,提高汽车的动力性和安全性能。3.家电领域:扭转弹簧可以用于各种家电产品中,如空调、洗衣机、烤箱等,为家电设备提供必要的支撑和弹性。弹簧定制厂家--认准玖胜弹簧生产厂家,专业的弹簧供应商,20余年弹簧生产经验,专注弹簧生产设计。耐疲劳扭簧压力值
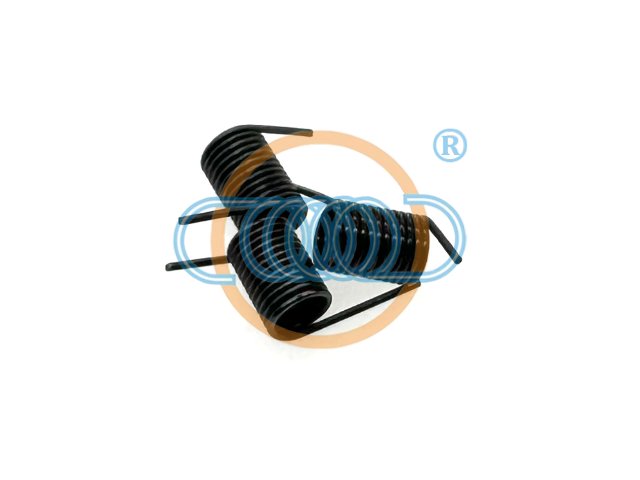
玖胜扭转弹簧生产厂家以生产耐疲劳弹簧为目标,专注耐疲劳弹簧20余年!不锈钢304电推剪弹簧加工订做
弹簧脆裂的原因及预防措施:1、形状效应,主要是设计因素造成,如圆角R过小、孔穴位置设置不当,截面过渡不好。2、过热(过烧),主要是由控温不准或跑温、工艺设置温度过高、炉温不均等因素造成,预防措施包括检修、校对控温系统,修正工艺温度,在工件与炉底板间加垫铁等。3、脱碳,主要由过热(或过烧)、空气炉无保护加热、机加余量小,锻造或预备热处理残留脱碳层等因素造成,预防措施为可控气氛加热,盐浴加热,真空炉、箱式炉采用装箱保护或使用防氧化涂料;机加工余量加大2~3mm。4、冷却不当,主要是冷却剂选择不当或过冷造成,应当掌握淬火介质冷却特性或回火处理。5、原材料组织不良,如碳化物偏析严重,锻造质量差,预备热处理方法不当等,预防措施是采用正确的锻造工艺和合理的预备热处理制度。不锈钢304电推剪弹簧加工订做