钻模板的各种孔(包含大小孔)要在坐标镗床上悉数加工完结,孔距差错能够控制在士,一般情况下的孔距差错要求控制在士。以装置阀的的四个螺钉孔固定位置,然后在钻模板上装置了四个定位销钉,插入了阀体四个装置孔中。阀体的四个装置螺钉孔要在先划线钻出螺纹底孔,钻模板以这四个孔定位,再钻通油孔道。这样的加工,能保证是与阀体的通油孔道的中间距"X"对位准确,即便油温上升到60℃时也不会产生漏油的现象。硫化机在长时间运转过程中,由于受振荡、磨损、压力、温度以及重复拆装等影响,各结合面的静密封部位漏油现象十分遍及,常见的有硫化机热板焊缝渗漏等。既形成油品的很多糟蹋,又影响企业的现场办理。传统办理办法要拆开并翻开硫化机后,更换密封垫片或涂改密封胶,不只费时吃力,并且难以保证密封作用,在运转中还会再次出现走漏。 硫化机哪个好?欢迎来电咸阳德赢机械制造有限公司。辽宁气压硫化机
钢丝绳芯带同织物芯带的胶接工艺完全不同,他需要将钢丝绳整体剥离出来后,再进行重新的融合,其过程相当于又一次生产,他的搭接方式根据ST强度分为一段搭接、二段搭接、三段搭接,现在由于输送带工艺的发展,又出现了四段搭接发,下边我们就提供一份德赢公司在实际操作中总结出来的DWLHJ硫化机在胶接过程中的搭接方式和搭接长度,由于各个输送带厂家在胶料配方上有所差异,对实际的搭接长度要求会略有不同,所以下表数据只只作为参考,实际施工过程应按照输送带厂家提供的硫化工艺要求进行施工。甘肃自动补压硫化机销售硫化机是如何进行分类的?

在实际操作过程中,钢丝绳芯带的接头两侧,原输送带各需要压在硫化机加热板内部300MM(不得低于200MM),实际DWLHJ硫化机拼接后的斜边长度为搭接长度+600MM,在选型时要根据这个数据来计算硫化机数量,并且长度宜长不适短。例:ST2500钢丝带,胶接长度为1610MM,两边压边的长度为300+300=600MM,总的长度就是2210MM,那么我们就需要选择三台830机型的DWLHJ硫化机才能满足实际施工要求。备注:德赢DWLHJ硫化机斜边长度830机型:斜边(平行四边形短边)长度为870MM;1000机型(平行四边形短边)1070MM
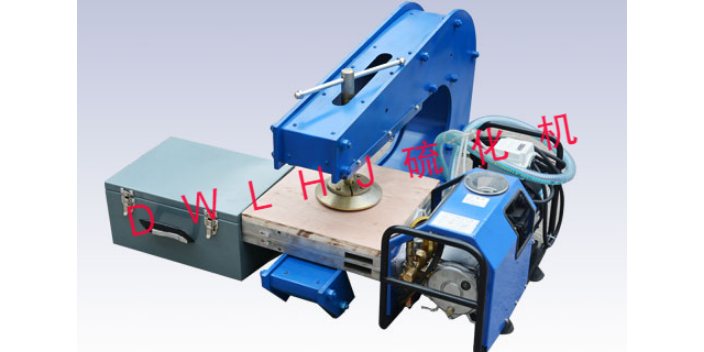
硫化机采用380V或660V三相电作为电热元件,以轻铝合金为主要材料制成。具有体积小、重量轻、拆装方便、温升快、温度均匀、热效率高等优点。本产品可应用于冶金、电厂、港口、化工、金属矿山等行业胶带的接头处,通过硫化机,接头光滑,无需进入,与原胶带基本相同,可减少滚筒磨损,延长输送机和胶带的使用寿命。硫化机一般由四部分组成:一夹紧机构、两控制系统、三压力系统和四加热系统。夹紧机构一般由框架和螺栓组成。控制系统由电控箱和一、二次线组成。压力系统由水压盘和试压泵组成。加热系统由加热板和隔热板组成。硫化机的种类有那些?欢迎咨询咸阳德赢机械制造有限公司。

硫化时间与硫化温度,硫化品质的关联:硫化反映既取决于温度、工作压力,又取决于時间。务必历经一定的時间来进行硫化全过程。硫化時间的长度在于硫化的温度,塑胶粒的秘方和硫化位置的厚度。硫化温度立即危害到硫化速率和产品品质,硫化温度高,硫化速度更快,生产制造高效率,但过高的温度会造成硫化橡胶分子结构链的裂化,造成硫化胶的物理学物理性能降低;而硫化温度较低,硫化速率比较慢,但便于形成较多的多硫化学交联键。统一塑胶粒的秘方,选用很低温长期的硫化,其抗拉强度会高过高温短期内硫化的抗压强度。硫化机的安装操作,欢迎咨询咸阳德赢机械制造有限公司。甘肃自动补压硫化机销售
硫化机有用吗?欢迎来电咸阳德赢机械制造有限公司。辽宁气压硫化机
硫化机硫化成型过程中的主要因素有哪些?硫化机喷嘴温度,喷嘴温度通常是略低于料筒最高温度的,这是为了防止熔料在直通式喷嘴可能发生的“流涎现象”。喷嘴温度也不能过低,否则将会造成熔料的早凝而将喷嘴堵死,或者由于早凝料注入模腔而影响制品的性能。硫化机模具温度,模具温度对制品的内在性能和表观质量影响很大。模具温度的高低决定于塑料结晶性的有无、制品的尺寸与结构、性能要求,以及其它工艺条件(熔料温度、注射速度及注射压力、模塑周期等)。辽宁气压硫化机
咸阳德赢机械制造有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在陕西省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来咸阳德赢机械供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!