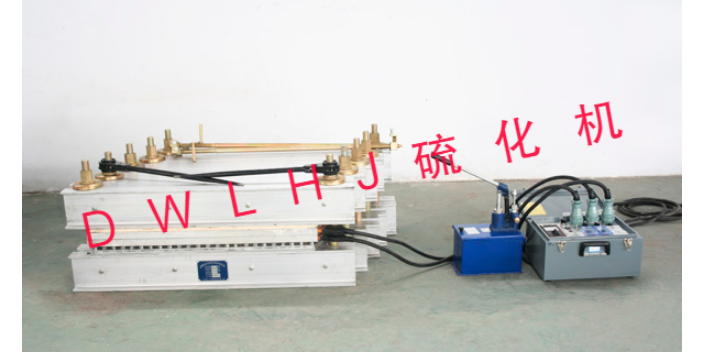
德赢DWLHJ硫化机型号选择原则:DWLHJ硫化机一般型号组成为DWLHJ-XXX*YYY,其中,前边的XXX表示输送带宽度(注意,这里是输送带宽度,不是硫化机面板宽度,很多客户容易搞混),后边的YYY表示的单台DWLHJ理论胶接长度,这个长度适用于织物芯输送带时,其实际胶接长度为YYY-50mm,针对钢丝绳芯输送带时,其实际胶接长度为YYY-100mm.。当客户在实际过程中,发现单台DWLHJ不能满足输送带胶接长度需求时,应选择多台硫化机进行并联,并联时需在两台硫化机加热板连接处用0.5MM铜皮(也可用薄铁皮代替)进行铺垫。硫化机不加热怎么办,推荐咨询咸阳德赢机械制造有限公司。陕西轻型输送带硫化机供应

硫化时间与硫化温度,硫化品质的关联:硫化反映既取决于温度、工作压力,又取决于時间。务必历经一定的時间来进行硫化全过程。硫化時间的长度在于硫化的温度,塑胶粒的秘方和硫化位置的厚度。硫化温度立即危害到硫化速率和产品品质,硫化温度高,硫化速度更快,生产制造高效率,但过高的温度会造成硫化橡胶分子结构链的裂化,造成硫化胶的物理学物理性能降低;而硫化温度较低,硫化速率比较慢,但便于形成较多的多硫化学交联键。统一塑胶粒的秘方,选用很低温长期的硫化,其抗拉强度会高过高温短期内硫化的抗压强度。1、硫化时间与温度的关联在正硫化的标准下,温度每提升10度,硫化时间能够减少一半2、硫化时间与厚度的关联在正硫化标准下,如果是单双面升温,每提升1毫米,硫化时间提升12分钟,如果是两面加温,每提升1毫米,硫化时间提升五分钟。河北水冷却输送带硫化机价格硫化机有哪些分类?咨询咸阳德赢机械制造有限公司。

如何正确使用德赢DWLHJ硫化机:先要备齐工器具、产品用金属件和胶料,不同用途的胶料不得混淆。硫化机开机前,仔细检查硫化机、电器仪表、液压系统、管件有无异常,清理设备、工作台上的杂品杂物。根据工艺要求调好所需产品的温度时间、压力,未经允许不得随意变动。硫化前及时清理模具的油污及橡胶等,擦洗模具或涂脱模剂必须用细棉纱、细布或软毛刷。装卸模具要小心,不得碰撞模腔,不得上错模板。多模同时生产,各模具模板不得混淆。平板开起模具即将承压时,精力要集中,并要注意观察合模情况,无异常时方可打压。压后,需排气的要立即泄压排气。硫化过程中掉压要及时开压达到规定压力。
德赢DWLHJ硫化机技术总结:一、硫化前的准备:清理硫化范围10米内的易燃易爆物品;准备好硫化用的电缆、硫化机及各种小型电动设备(切割机、打磨机等);划好皮带中心线及倒角、倾角线;准备好胶料和120#汽油,泡好胶浆二、胶带接头技术要求:硫化地点要选择廊道干净、宽敞,操作方便的地点做;硫化胶接场地,胶带硫化工艺要求有以下几点:1、硫化前将胶带托辊撤下几组并铺平板为硫化点摆放(安装硫化机用)。2、打拉紧,将要开剥的胶带量好角度及尺寸,根据皮带层数和搭接硫化长度确定阶梯长度。3、剥除胶带表层胶皮,骨架层打磨,去除橡胶粘附物。切割台阶和打磨时应小心操作,切勿损伤骨架层。4、清理硫化机,将待胶接的两胶带按要求放置摆放好,重新校验二胶带中心线,其中心线应保持一直线,用胶带卡板将其固定。5、用120#汽油洗净切刨面,待汽油挥发后,涂刷两遍;已调好的胶浆,每次涂刷后以不粘手背为准。硫化机供应商有哪些,推荐咨询咸阳德赢机械制造有限公司。

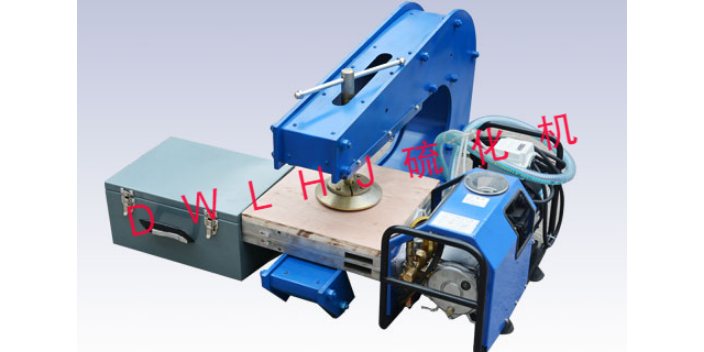
德赢DWLHJ硫化机三位一体的硫化板:德赢输送带硫化机硫化板采用独特的三位一体设计,内置加热、快速冷却和隔热层,能有效降低劳动强度;其内含快速冷却系统,能使压板迅速冷却,可充分满足现场抢修工作需要,同时,针对水源缺少地区,加热板也可以采用自然冷却方式,真正实现了DELHJ硫化机一机多用,不受环境制约的理念。德赢DWLHJ硫化机压力袋水、气两用,可以充分膨胀,无需二次加压,可确保输送带硫化机在皮带接头和修补过程中均匀加压专门针对皮带破损的DWXBJ具有轻便、快速的特点。一个创伤,2到3个小时就可修补完成,保证了输送机一个班次检修完成施工的硫化机接头哪家质量好?推荐咸阳德赢机械制造有限公司。宁夏全自动输送带硫化机厂家
硫化机大概多少钱?推荐咨询咸阳德赢机械制造有限公司。陕西轻型输送带硫化机供应
借鉴、吸收国外的经验和技术:使用一定的胶接角度进行接头胶接,能够弥补一部分由于胶接技术、胶接材料、装备的缺陷,可以改善输送带接头区域在通过驱动滚筒和清扫器时对接头的损伤,以达到提高接头使用寿命的目的。但在初期,胶接角度的选择是极其不规范的,很多企业盲目的认为,只要加大胶接角度就可以提高接头寿命,这样,造成了胶接角度的多样化,存在25°、30°、45°等众多胶接角度。通过10几年来的不断研究和探索,我们终于确定了20°胶接角度。选择这个角度,即满足了皮带接头强度要求,同时,也避免了大角度胶接对皮带造成的浪费。目前,国内接受的通用的胶接角度是20°,之所以选择20°是因为胶接角度过小,胶接强度不够,容易导致胶接处断裂。胶接角度过大,造成皮带的浪费,损害用户的利益。陕西轻型输送带硫化机供应
咸阳德赢机械制造有限公司发展规模团队不断壮大,现有一支专业技术团队,各种专业设备齐全。致力于创造***的产品与服务,以诚信、敬业、进取为宗旨,以建DWLHJ胶带硫化机产品为目标,努力打造成为同行业中具有影响力的企业。我公司拥有强大的技术实力,多年来一直专注于矿山机械、低压配电开关、控制设备的制造、加工、销售、维修;机械设备的研发。(依法须经批准的项目,经相关部门批准后方可开展经营活动),公司主营电热式胶带硫化机,产品主要用于矿山、钢铁、港口、码头、水泥等行业。的发展和创新,打造高指标产品和服务。咸阳德赢机械制造有限公司主营业务涵盖硫化机,胶带硫化机,电热式胶带硫化机,胶带接头硫化机,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。