- 品牌
- 明晟光普
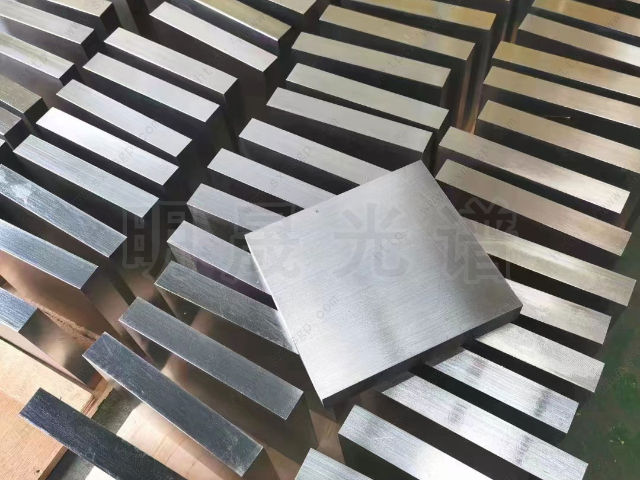
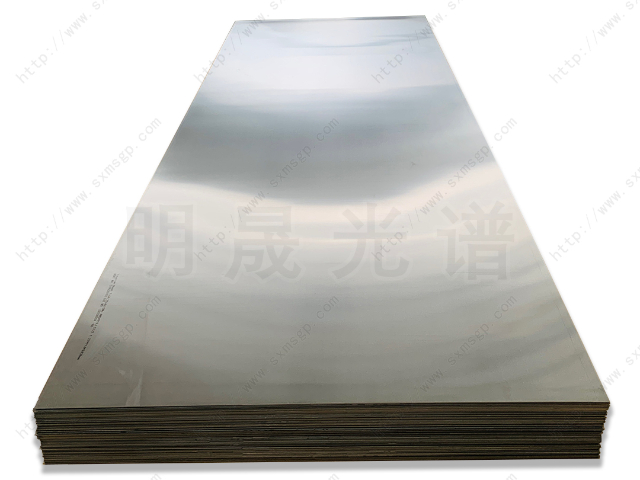
根据不同分类标准,钛板可分为多个类别,规格参数丰富,能精细匹配不同应用场景需求。按材质划分,主要分为纯钛板与钛合金板:纯钛板的钛含量通常为99.0%-99.99%,按纯度可分为TA1(99.5%)、TA2(99.6%)、TA3(99.7%)及超高纯钛板(99.99%),其中TA2纯钛板应用广,适用于化工、医疗器械;超高纯钛板则用于半导体、量子计算等对杂质极敏感的领域。钛合金板通过添加铝、钒、钼、镍等元素优化性能,常见类型包括:Ti-6Al-4V(TC4)合金板,强度高、塑性好,占钛合金用量的50%以上,用于航空航天、医疗植入;Ti-Pd(TA9)合金板,耐腐蚀性增强,适用于强腐蚀化工环境;Ti-5Al-2.5Sn(TC11)合金板,耐高温性能优异,用于航空发动机高温部件。按加工状态划分,可分为冷轧态与退火态:冷轧态钛板硬度高(HV≥200)、表面光洁(Ra≤0.8μm),适用于精密结构件;退火态钛板消除加工应力,韧性提升(延伸率≥15%),便于后续成型加工。在规格参数方面,厚度公差可控制在±0.01mm(超薄板)至±0.1mm(厚板),宽度公差±0.5mm,平面度每米长度内≤1mm,密度需达到理论密度的98%以上,同时可根据需求定制表面处理(电解抛光、喷砂、涂层),满足不同应用的特殊要求。工业生产中,用于给机械设备零部件镀制防护涂层,提升设备耐用性。南平钛板生产
热处理是通过对钛板加热、保温和冷却的操作,改变其组织结构,从而调控钛板性能的重要工艺。对于钛板,常见的热处理方式有退火、固溶处理和时效处理。退火分为中间退火和成品退火。中间退火用于消除冷轧过程中产生的加工硬化,恢复塑性,便于后续加工,退火温度一般在 600℃ - 800℃之间。成品退火则是为了获得产品所需的终组织和性能,对于 α 和 α + β 型合金,通过在 α 和 α + β 相区温度范围内保温和较慢的冷却速度冷却,可获得均匀细小的再结晶组织,保证材料具有良好的综合性能。固溶处理主要用于 β 型钛合金,通过在 β 相区某一温度范围内保温后快速冷却,使合金元素充分溶解在 β 相中,获得高塑性的 β 相晶粒组织,为后续的时效处理做准备。时效处理是在固溶处理后,将钛板加热到一定温度并保温一定时间,使合金中的溶质原子析出并形成弥散分布的强化相,从而提高钛板的强度和硬度。河源钛板数据存储设备中,钛膜能提高存储密度与读写速度,提升设备性能。

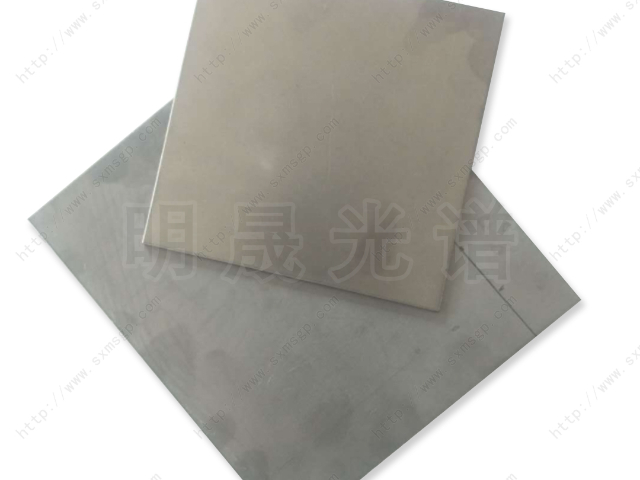
医疗领域对材料的生物相容性、耐体液腐蚀性要求极高,钛板凭借独特性能实现创新应用,主要集中在骨科植入、牙科修复与医疗设备。在骨科植入领域,纯钛板(TA2)与Ti-6Al-4V合金板通过激光切割制成骨固定板、脊柱融合器,表面经喷砂-酸蚀处理形成微米级多孔结构(孔隙率40%-60%),促进骨细胞长入实现“生物固定”,避免传统钢板的“应力遮挡效应”(导致骨骼萎缩);临床数据显示,采用钛板的骨折患者术后骨愈合时间较不锈钢板缩短25%,率从3%降至0.5%以下。在牙科修复领域,超薄钛板(厚度0.1-0.3mm)用于种植牙基台与牙冠支撑结构,耐唾液腐蚀(腐蚀速率≤0.001mm/年),生物相容性避免牙龈炎症,目前全球牙科种植领域钛板市场渗透率达15%。在医疗设备方面,钛板用于MRI(核磁共振)设备的超导磁体支撑结构,通过合金化实现无磁特性(磁导率≤1.005),避免干扰磁场;放疗设备的屏蔽部件采用高密度钛合金板,阻挡射线泄漏,保障医护人员安全。
钛板的制备是多环节协同的精密制造过程,工艺包括原料制备、熔炼铸锭、成型加工、热处理与精整五大环节,每个环节均需严格控制参数以保证产品质量。原料制备阶段,纯钛板以海绵钛(纯度 99.5% 以上)为原料,钛合金板则按配方比例混合海绵钛与合金元素粉末(如铝粒、钒粉),确保成分均匀。熔炼铸锭是关键工序,采用真空自耗电弧炉(VAR)或冷坩埚感应熔炼炉:VAR 炉将原料制成电极,在真空环境下通过电弧放电熔融,倒入铜结晶器冷却形成钛锭(直径 300-2000mm,重量 5-50 吨),可有效去除气体杂质;冷坩埚感应熔炼则通过电磁感应加热,避免坩埚污染,适合高纯度钛合金铸锭制备。成型加工主要通过轧制实现模具表面镀钛涂层,可提高模具硬度与脱模性能,延长模具使用寿命。
随着科技的不断进步,钛板生产设备与技术也在持续革新,以提高生产效率、降低成本、提升产品质量和拓展应用领域。在熔炼设备方面,除了传统的真空自耗电弧炉,电子束冷床炉熔炼技术得到更广泛应用。电子束冷床炉能够实现对熔炼过程的精细控制,有效去除杂质,提高钛锭质量,且生产过程更加节能环保。在轧制设备方面,新型轧机不断涌现,如高精度四辊冷轧机配备了先进的液压 AGC(自动厚度控制)系统和板形控制系统,能够实现对钛板厚度和板形的高精度控制,生产出更薄、更平整的钛板产品。同时,数字化、智能化技术在生产过程中的应用也日益深入,通过建立生产过程监控系统和自动化控制系统,实现对生产设备的远程监控、故障诊断和自动控制,提高生产效率和稳定性,降低人工成本和劳动强度,推动钛板产业向化、智能化方向发展。健身器材部件镀钛,提升器材耐用性与美观度。南平钛板生产
热传导性能良好,在镀膜加热环节,能快速均匀传热,提升镀膜效率与质量。南平钛板生产
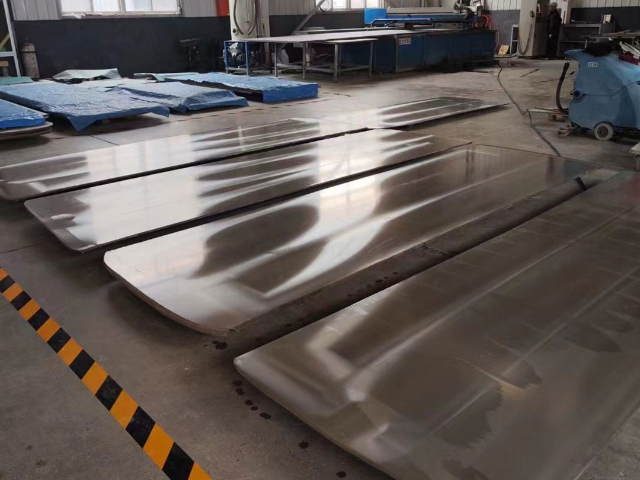
热轧是将锻造后的板坯加热至再结晶温度以上进行轧制,使其厚度减薄、宽度展宽,实现板材的初步成型。热轧过程中,温度、压下量和轧制速度是关键工艺参数。对于纯钛和低合金化钛合金,为减少加热时吸气层和氧化皮的形成,通常采用较低的加热温度,一般在 850℃ - 950℃,且在热透的情况下尽可能缩短保温时间。但降低温度会使轧制时变形抗力急剧增加,同时塑性下降,对于高合金化钛合金,需适当提高加热温度。热轧设备主要有带卷取机的可逆式四辊热轧机、四辊可逆式炉卷轧机和多机架四辊热连轧机等。可逆式四辊热轧机设备投资少,占地面积小,适合小批量多品种钛合金板带的生产,可轧制厚度 3 - 6mm 的热轧板卷。热连轧机组则具有生产效率高、产品质量稳定的优势,适合大规模生产。热轧后的钛板厚度一般在 3mm 以上,表面粗糙度较高,还需进一步进行冷轧和精整处理。南平钛板生产
- 日照钛板供应商 2026-01-05
- 汕头哪里有钛板厂家直销 2026-01-01
- 河南钛板一公斤多少钱 2025-12-27
- 兰州哪里有钛板供应 2025-12-24
- 攀枝花哪里有钛板供应商 2025-12-19
- 汕头哪里有钛板供应商 2025-12-12