寒冷的冬季已经来临,对焊接预热问题提出更高要求。预热温度通常在焊接前进行测量,而焊接过程中保持这一最低温度往往被忽视。冬季,焊缝接头冷却速度快,如果忽视焊接过程中最低温度的控制,将会对焊接质量带来严重的质量隐患。冬季焊接缺陷中极多也是危害性极大的就是冷裂纹。冷裂纹形成的三个主要因素为:淬硬材料(母材),氢,拘束度。对于常规结构钢,造成材料淬硬的原因是冷却速度过快,所以提高预热温度并且保持这一温度能够很好的解决这一问题。一般冬季施工,预热温度要比常规温度高20℃-50℃,特别要注意厚板的定位焊的预热要比正式焊缝还要略高,对于电渣焊,埋弧焊等热输入量较高的焊接方法可以与常规的预热温度一样。对于长构件(一般大于10m),焊接过程中不建议撤离加热设备(加热管或者电加热片),防止“一头热,一头冷”的情况出现。对于室外作业的情况,焊接完成后要对焊缝区域进行保温缓冷措施。焊接预热管(适用于长构件)冬季建议使用低氢焊材,根据AWS,EN等标准,使用低氢焊材的预热温度可比一般焊材低。注意焊接顺序制定,合理的焊接顺序可以很大降低焊接拘束度,同时作为焊接工程也有责任和义务审核图纸中可能造成大拘束度的焊接接头。焊缝热处理电加热器。履带式加热器批发厂家
根据热处理工件将所需的履带式陶瓷电加热器用不锈钢丝相联接起来(两间距一般不应超过壁厚)然后覆盖在加热工件上,用不锈钢丝或不锈钢带捆扎紧陶瓷电加热器,不使电加热器局部悬离工件,以免加热器悬离部份热量传导过慢而烧坏。另外要注意加热器不能相互重迭放置,否则加热器将很快烧坏。在热处理时加热器上必须铺设保温层,否则会出现因热量大量散失而温度上不去的现象。保温材料我们提倡采用硅酸铝纤维针刺毯保温层厚度取50-80毫米、宽度根据加热器宽度而定。一般为加热器宽度的一倍左右。保温层覆盖在加热器上面,然后用铁丝或扁钢带扎紧、加热器的引丝(即导线)不能包在保温层内,以免绝缘层熔化造成短路。容器大工件反面也应尽量铺设相应的保温层,固定方法根据使用现场决定,容器工件反面也应尽量铺设相应的保温层,固定方法根据使用现场决定、有条件情况下采用工装,总之因地制宜采取措施。注意加热器两面不能同时铺设保温层、哪怕一小块地方也不行。上海履带式加热器履带式加热器哪家强热处理加工需要多少钱?
整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。退火→将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却(冷却速度极慢),目的是使金属内部组织达到或平衡接近均衡状态,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。正火→将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为热处理。淬火→将工件加热保温后,在水、油或其它无机盐、有机水溶液等淬冷介质中快速冷却。淬火后钢件变硬,但同时变脆。为了降低钢件的脆性,将淬火后的钢件在高于室温而低于710℃的某一适当温度进行长时间的保温,再进行冷却,这种工艺称为回火。退火、正火、淬火、回火是整体热处理中的“四把火”,其中的淬火与回火关系密切,常常配合使用,缺一不可。“四把火”随着加热温度和冷却方式的不同,又演变出不同的热...
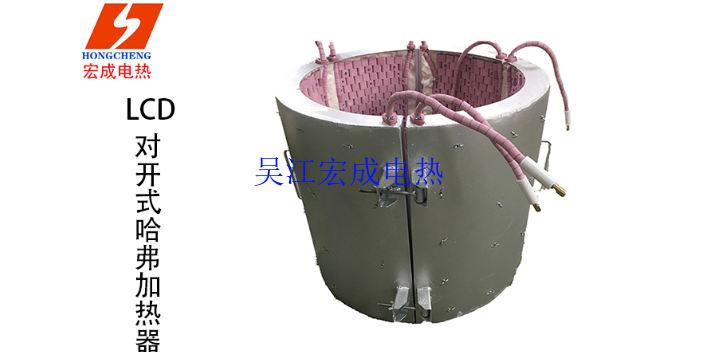
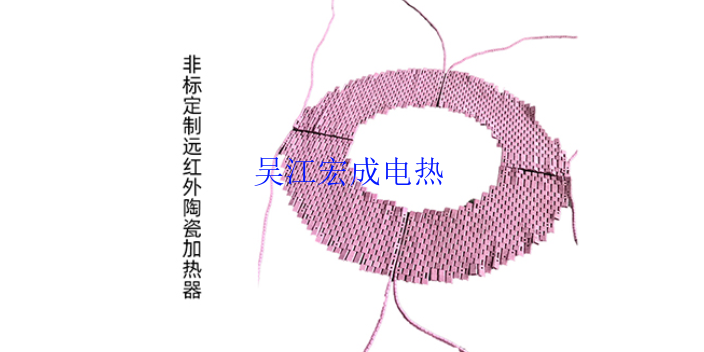
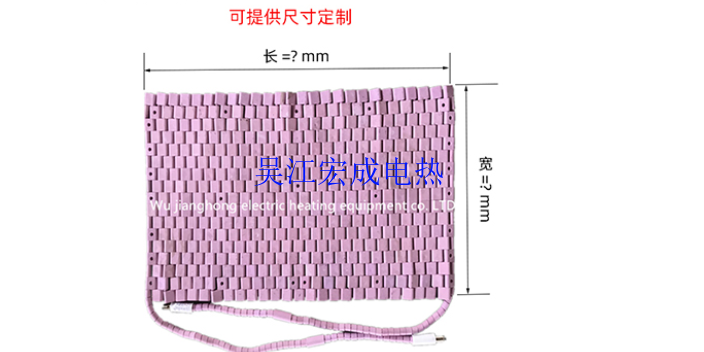
SCD绳状式加热器|LCD型履带式陶瓷电加热器绳型加热器产品概述我司生产的LCD型履带式陶瓷电加热器和SCD型绳型陶瓷加热器采用高质量耐高温镍铬丝和大强度高温陶瓷元件,广泛应用于锅炉、化工、造船、电力建设、机械等部门的合金钢构件、管道和压力容器焊接的焊前预热、焊后中间清氢、退火热处理,具有加热速度快、热利用率高、节能明显、劳动强度低、使用安全可靠、操作方便的优良性能,是目前焊接行业一种新颖实用的理想局部热处理加热器。陶瓷电加热器也可用于较高工艺温度要求的加热(如高温炉窑等),采用超高温发热材料和陶瓷可使加热温度达1000℃。陶瓷电加热器可定制成各类工装型,如吸铁型,哈夫型,带保温型等.对于弯头,法兰,小管径管道等非平直环境,或小型检修项目管径大小不一的场合,则SCD绳式加热器使用非常方便,绳式加热器可以缠绕在需要加热的部位,并用保温棉包裹。小口径的管道使用碗状型加热绳,缠绕更加方便。绳状加热器的外径是12mm,它弯折极小直径约60mm,能满足60mm--300mm左右的各种管道热处理。直角型加热片可以配套DWK、ZWK、CWK、LWK等系列温度控制箱使用。热处理电加热的设备。

埋入式陶瓷远红外辐射元件,系采用具有高辐射率的釉层,热震性能良好的陶土作为基体,高质量的镍络合金丝一次烧结而成。二、埋入式陶瓷远红外加热器主要技术参数和性能1、基体抗折强度为440kg/cm2;2、常温下元件电阻为1012欧母0cm;3、化学稳定性好,耐腐蚀性强;(抗氧化使用效果较好);4、使用中非辐射面热损失小;5、基体加热至800℃置入冷水反复数十次不开裂;6、辐射元件通电加热至额定功率,断电浸入冷水四十次无损失;7、辐射元件辐射率大于、节能效果明显,比碳化硅元件可提高10-25%;9、使用寿命较之碳化元件延长数倍以上;1.陶瓷电加热器是一种高效热分部均匀的加热器,热导性优良的金属合金,确保热面温度均匀,消除了设备的热点及冷点。具有长寿命、保温性能好、机械性能强、耐腐蚀、抗磁场等优点。将外散热面增加保温装置,内散热面烧结红外线这样可节约用电30%2.一种是将合金丝穿绕于小陶瓷方块中,外部包以不锈钢外壳而成。广泛应用于塑料机械、化纤机械。3.一种是将合金丝浇铸在石英玻璃为原材料的半导体中。具有耐高温(可达1200度)、防腐、美观耐磨的特点。广泛应用于高温采暖炉、半导体工程、玻璃、陶瓷及电线工程中。LCD型履带式电加热器。北京履带式加热器工厂
购买履带式电加热器。履带式加热器批发厂家
步骤2.优化主加热带的热处理工艺通过数值模拟计算判断均温带的宽度及沿厚度方向温度的均匀性是否满足要求,在此基础上通过热处理模拟实验进行验证,以优化主加热带的关键工艺参数;进一步地,当主加热带采用感应加热时,步骤2中还包括通过数值模拟确定感应电缆的布置。主加热带的热处理工艺优化中,均温带的宽度及沿厚度方向温度的均匀性是影响热处理消除效果及改善组织的关键影响因素。因此,首先通过数值模拟计算判断均温带的宽度及沿厚度方向温度的均匀性是否满足要求,在此基础上通过热处理模拟实验进行验证,进一步进行优化。目前,局部热处理的方式一般有这几种:采用履带式陶瓷加热片或热处理绳以及采用感应加热。履带式陶瓷加热片的特点是:通过电阻外热及热辐射进行加热,加热效率≤60%,自动化程度一般,使用寿命短,维修工作量大,能耗高。感应加热:通过局部内热及热传导来实现,加热效率≥90%,自动化程度高,寿命≥5年,基本无维护,绿色清洁环保,控温精确。根据现场实际情况,确定热处理采用双面加热或单面加热单面保温。如果采用采用感应加热,需通过数值模拟确定感应电缆的布置,目的是更好的实现均温性。履带式加热器批发厂家