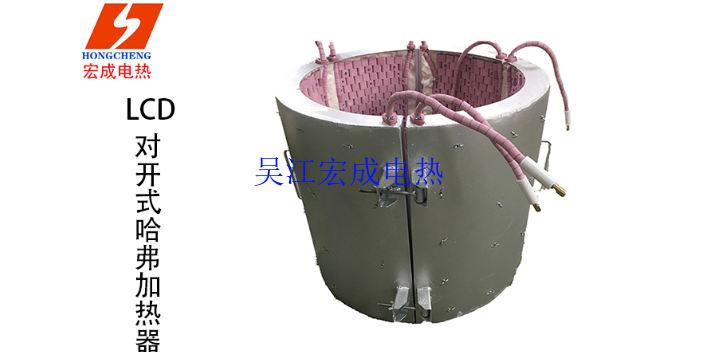
LCD型履带式陶瓷电加热器是采用强度高,热辐射性能好的氧化铅陶瓷元件作绝缘材料,用质量镍铬丝作发热体,穿接好的加热器可以是矩形或三角形。它的镍铬丝缆与导线相接,采用新工艺焊接的接头全部埋入陶瓷元件内绝缘可靠,陶瓷电加热器与控制设备配套即成为完整的热处理系统它们的连接采用专门接插件,并可根据工件与控制设备的距离配置接长导线,可以根据所需要加工工件的尺寸定制,尺寸灵活可变动,最高工作温度1000摄氏度。搭配保温棉拥有良好的保温效果。模具热处理加工电加热器。云南履带式加热器配件名称
焊前预热和后热是为了降低焊缝的冷却速度,防止接头生成淬硬组织,产生冷裂纹。焊前预热温度一般在100-200度,后热不属于热处理,也是一种缓冷措施,后热的温度在200-300度,有的单纯是为了缓冷,有的是针对消氢处理的,一定的后热温度,能使焊缝中氢扩散出来,不至于集聚导致裂纹。后热保温时间要根据工件厚度来确定,一般不会低于。焊后热处理的就多了,主要分为四种:1、低于下转变温度进行的焊后热处理,如消除应力退火,温度一般在600-700之间,主要目的是消除焊接残余应力,2、高于上转变温度进行的焊后热处理,如正火,温度在950-1150之间,细化晶粒,改善材料的力学性能,再如不锈钢的固熔、稳定化处理,温度在1050左右,提高不锈钢的耐蚀性能。尤其是抗晶间腐蚀的能力。再如淬火,不同的淬火工艺能得到不同的效果,提高钢的耐磨性,硬度等。3、先高于上转变温度进行处理再进行低于下转变温度下的热处理。比如正火加回火,淬火加回火等。4、在上下转变温度之间进行的焊后热处理。750-900之间,一些材料的实效强化重结晶退火等。苏州履带式加热器公司SCD绳式远红外电加热器。
热处理安装1、热处理操作人员必须严格执行热处理工艺,以及热电偶与加热板工装图进行工装,合理划分炉区,控制热电偶尽可能设置在每个炉区的中间,禁止控制热电偶设置在炉区边缘。保温宽度及厚度按热处理工艺要求进行。2、热处理操作人员进行加热器、热电偶工装时,必须对加热器、热电偶作炉区编号标识,避免进行保温后无法进行炉区识别。3、热处理操作人员在进行加热器、热电偶工装过程中,发现炉区划分有问题时,立即向热处理技术员及热处理现场负责人汇报,并参与问题的解决。4、热电偶采用专属螺母压紧;对于设备局部热处理、以及重要特殊的管道热处理,热电偶必须每一点设置两只(置双偶),以保证热处理过程中因热电偶问题带来热处理质量事故。5、热处理输出二次电缆、热电偶接线,应每炉区分别接线;并且二次电缆、热电偶补偿导线必须分别作好标识,与对应炉区接线。6、杜绝温度控制盲区,杜绝炉区温度控制交差。
4.陶瓷加热器采用的不是一般云母挠线方式制作,而是采用陶瓷条穿丝方式,因此该产品的功率比普通的要高。发热体为进口圆丝陶挠成弹簧状穿入陶瓷条圈成,外罩采用不锈钢,中间采用高温隔热保温棉(硅酸铝纤维板)防止温度外泄。陶瓷条是高频陶瓷具有传热快、坚硬不易碎、高温不变形不易老化等特点。5.陶瓷电加热器是一种高温度长寿命的加热器,现代工业中越来越高的工作温度需求,陶瓷加热器都能适应,尤其是化工化纤、工程塑料、塑料机械、电子、医药、食品以及各种管道加热等;6.陶瓷加热器由螺旋型电阻丝穿过专门设计的耐高温陶瓷瓷砖,精密延伸构成,可弯曲,漂亮的金属外壳陶瓷纤维构成隔热层。形成有效的高温度,高功率密度,带形加热器,且设计灵活便于安装。7.可根据用户需求的接线方式,电压从36V、110V、180V、220V、380V,极限功率负载每平方,与传统电热器相比较能量消耗可降低30%。8.陶瓷加热器非防水性结构,因此存放及使用安装时勿与油、水、塑胶粒接触,以防止漏电。9.安装时必须将陶瓷加热器与被加热体紧密贴合,受热体表面应平坦完整,无凹凸不平现象。10.在使用之后如发现表面产生焦黑状色泽,则表明发热及受热体散热不平衡,应及时进行调整,防止烧穿。SCD绳型陶瓷电加热器。

热处理作为重大装备制造与安全的重要技术,也是重大难题。在石油化工、核电等领域,压力容器作为关键关键设备,是实现传热传质化学反应的主要场所,其在役安全意义重大。目前,我国的压力容器在尺寸上不断的朝向大直径、超壁厚、超长度方向发展,尺寸不断突破世界记录。而焊接接头的应力腐蚀开裂(scc)问题已成为石化、核电装备失效的主要原因。大型压力容器由于受热处理炉体积的限制无法采用整体热处理,只能采用局部热处理。热处理可以有效消除焊接残余应力,由于相关标准和规范忽略了热处理过程中产生的不利危害而产生开裂,国内外设计标准均未科学解决。关于局部热处理,gb150规定包括接管在内的整个圆周进行加热。对于小尺寸的容器是可行的,对于超大直径的容器例如直径50m,显然不可行。从成本方面考虑,需要消耗大量的电力。从容器的完整性考虑,容器热处理易产生大变形;asme允许采用点状加热但是必须通过数值模拟进行验证。目前国内采用分段对称加热与筋板加固刚-柔协同控制方法,残余应力消除效果由30%提高到70%以上,解决了超大承压设备热处理变形过大导致开裂的难题。然而,现场实际从筋板的下料、焊接、去除工作量巨大,使得工期延长;由于筋板的存在。焊缝热处理的加热器。江苏热处理履带式加热器耗材
热处理加热绳,绳型电加热器。云南履带式加热器配件名称
副加热带最高温度为主加热带热处理的保温温度的40~60%。步骤5.副加热带宽度(wahb)的确定在步骤4的基础上,改变副加热带的宽度,确定比较好的副加热带宽度,副加热带宽度wahb为:上述技术方案中,在步骤4的基础上,改变副加热带的宽度,确定比较好的副加热带宽度。一般而言,副加热带宽度为:由此完成比较好的副加热带热处处理工艺的确定。三.优化主副加热局部热处理工艺步骤6.主副加热带调控在得到主、副加热带的热处理工艺后,通过数值模拟研究副加热带升温时间的影响,确定副加热带升温时机,副加热带升温时机为副加热带较主加热带延后升温;上述技术方案中,在得到较优的主副加热带热处理工艺后,通过数值模拟研究副加热带升温时间的影响,确定比较好的热处理工艺。升温时间主要包括主、副加热带同时升温和副加热带延后升温。通过研究发现,副加热带延后升温效果较佳。具体的局部热处理方法为:首先,对焊缝部位的主加热带进行升温至保温温度,主加热带开始降温时副加热带升温,主加热带温度降至100~150℃后副加热带开始降温。进一步地,还包括热处理的实施,具体为:四.热处理的实施步骤7.热处理实施根据所确定的热处理方案。云南履带式加热器配件名称
吴江宏成电热设备有限公司主要经营范围是机械及行业设备,拥有一支专业技术团队和良好的市场口碑。公司自成立以来,以质量为发展,让匠心弥散在每个细节,公司旗下履带式加热器,智能温控仪,焊条烘干箱,焊剂烘干箱深受客户的喜爱。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造机械及行业设备良好品牌。宏成电热秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。




