玻璃容器加工尺寸控制的方法:加工尺寸控制包括:•总高度•垂直度•嘴平行度•外径,或长/短边,以及瓶身的对角线•颈部外径•各种表面处理的许多不同参数(例如直径、高度、半径、角度……)这些尺寸控制可以通过go-no-go通止规在生产线附近实现,也可以在实验室使用手动量规或半自动/自动计量系统在样件上进行。但使用通止规进行尺寸控制会有一些问题:它不提供定量信息,而且依赖于操作员的技能。持续使用通止规成本高昂,因为每件产品都需要一套**的通止规,这些硬规需要日常管理并定期重新校准。此外,这种方法不可能收集所有测量数据并进行统计分析以改进加工工艺和过程。凭借e.d.c.产品,马波斯提供了一整套解决方案,专门用于任何类型电机的功能测试和下线测试。电机检测设备技术
在齿轮切削滚齿过程监控方面,齿轮零件的机加工对滚齿刀具和滚齿工艺提出了很高的要求。GENIORMODULAR系统可以在早期就监测到异常和工艺变化。这可以避免故障零件流入到装配段或检查段。在齿轮磨削与砂轮动平衡方面,能源使用效率在各个领域都很重要,尤其在电动汽车领域,其对扩大汽车的行驶里程至关重要。齿轮和机械部件的外表面和几何尺寸质量是这一技术变革成功的关键。借助Marposs砂轮动平衡和消空程技术,磨削工艺始终能以比较好方式进行,比较大限度地提高量产质量。河北定子局部放电检测设备方法马波斯TM3PF是一个气动模块,用于自动系统和唱机转盘上的泄漏和气流测试。
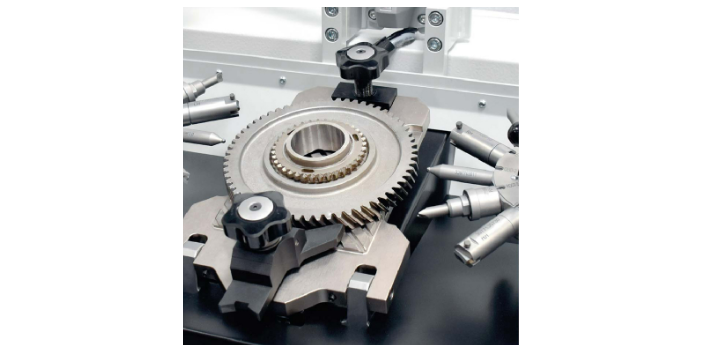
在单啮和变速箱(减速机)偏差分析方面,2速或1速变速箱(减速机)零件加工必须满足高精度要求,以确保零件装配后不会对车辆造成额外的噪音。SF测试是齿轮加工后的啮合旋转测试。测试时,标准齿轮至于适当的安装位置:其与待测齿轮齿隙适当,且单面啮合。然后光学编码器测量其相对于标准齿轮的角位移。SF测试结果包括变速箱(减速机)偏差数据的采集和噪音分析。Marposs还开发了一种特殊的单啮测试方案,用于在实验室测试原型零件,以改善齿轮设计过程。
马波斯(半)自动测量系统Visiquick马波斯半自动测量系统基于接触或光学技术。被测容器采用人工装卸,测量周期自动进行。基于光学技术的系统柔性很高,可以测量许多不同的物品,无论其大小、形状和颜色,且无需任何操作调整。2.而在马波斯自动测量系统中,玻璃容器的装卸和测量操作可完全自动进行,无需任何人为干预。它们主要基于非接触式技术,除了外形尺寸外,还可以测量其他特征,如口内径和轮廓、壁厚、重量、瓶底高度、贴标区域轮廓等。与半自动测量系统相比,自动测量系统的优势在于***降低人力成本。使用半自动和自动测量系统执行的测量结果被发送到MES(制造执行软件),并被决策者用于实时微调和监控制造过程。局部放电绝缘测试是一种更复杂的技术,对外部电磁干扰不敏感,因此更适合在生产环境中使用。

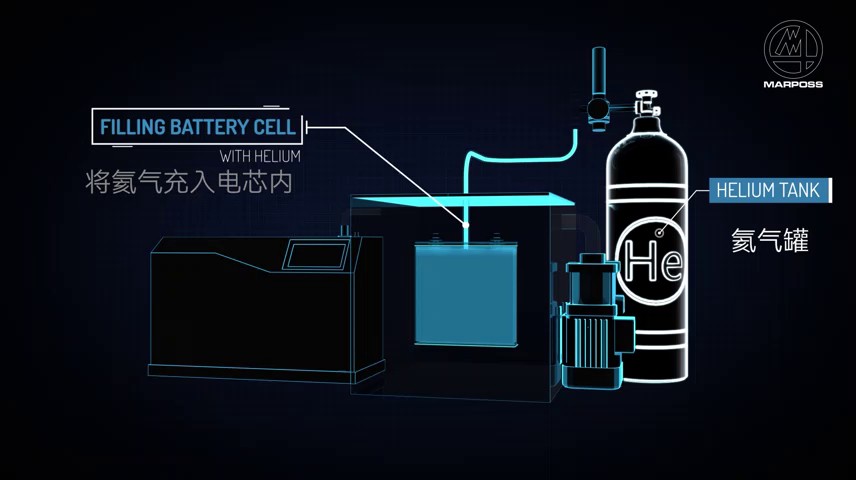
在紧固件的质量控制方面,螺栓、销钉和铆钉都可以通过Optoflash实现快速测量。标准的测量选项里包括螺纹测量功能:螺纹大径、螺纹小径、螺纹中径、螺距、啮合角度、螺纹总长度、螺纹起始点角向、螺纹轴线、螺纹同轴度等。基于2D图像采集技术,Optoflash是测量涡轮增压器的完美解决方案比较大的优势在于,Optoflash可通过一张2D图像采集到整个工件轮廓,所以能够用更快的速度测量到整个叶片的轮廓(而不是数个截面),并且更加精确可靠。Optoflash的测量速度是传统线扫描光学系统的两倍。作为标准与同轴电缆零件的A/C软管用双腔机。测量原理是采用质谱仪进行整体测试。。马波斯机床碰撞保护
马波斯可以根据客户的规格不同,提供定制化装配解决方案,手动或全自动方案,包括完整的EOL功能测试。电机检测设备技术
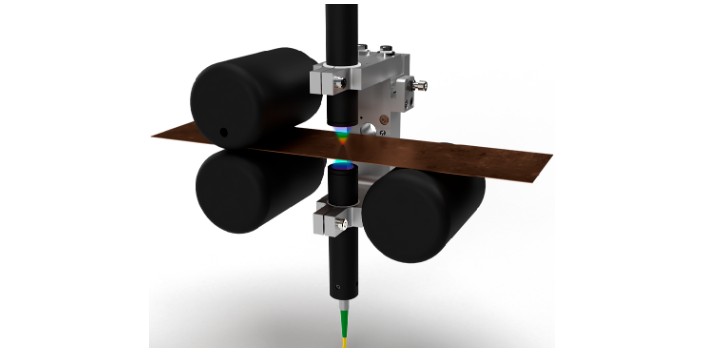
MARPOSS方案是过程监控系统,几乎适用于所有的金属成形过程,包括冲压工艺。该系统可以使用不同类型的监控模式监控各种机器和传感器。过程信号可以被监测并显示为峰值、包络曲线、趋势或过程质量进程。放置在机器或工装相应位置的传感器(如力、声发射、距离、温度)将过程信息转换为电信号,这些电信号被放大、过滤,然后用合适的监测方法进行评估。马波斯通过相机和共聚焦技术对硅钢片进行二维测量。该方案可以测量试制或小批量生产中使用的激光切割硅钢片也适用于大批量冲压硅钢片和铁芯产品。电机检测设备技术