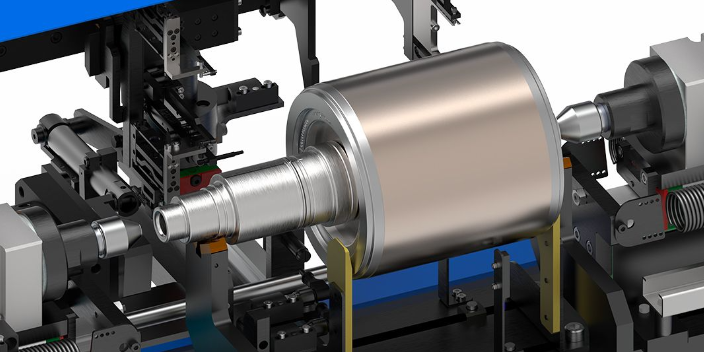
在铁芯方面,叠片作为电机的重要部件,影响着电机的电、磁、机械性能。每块叠片的几何形状对铁芯的尺寸都有影响;因此,为确保定子和转子的高质量水平,加工过程监控、测量和检查都是必不可少的。在冲压过程监控方面,铁芯加工过程中产品高质量设备高效率的关键。在硅钢片成型过程的智能监控中,影响硅钢片冲压过程的因素很多,因而对冷压工艺的实时监控至关重要。通过识别零件或刀具变化和潜在风险,以优化工艺,帮助提高零件质量、机器效率并限制计划外成本。Marposs是机床监控的市场,为成型机的实时过程监控提供创新技术。Dosaset是马波斯在医疗设备装配领域的解决方案,能够保证每种设备的特性和优越性能。黑龙江汽车照明系统检测设备方法
对于光学测量不到的特征,G25是一个完美的互补。这些测量特征通常包括:•键槽深度,角度,对称度•孔•平面的形位特征•轴向跳动。接触式轴向测头通过智能集成的轴向接触式测头,可进一步拓展Optoquick的功能。这使得Optoquick能够实现以下附加功能:•小公差的轴向跳动度•用户定义半径处的轴向长度•穿过工件轴线的测量•光学测量不到的区域。通过将光学与接触式技术,以及完整的马波斯设计结合起来,Optoquick可提供高于行业标准的扩展测量功能。通过此独特的技术集成,Optoquick可快速测量规定半径处的轴向单跳动和全跳动。湖北电池pack 组检测设备方法作为标准与同轴电缆零件的A/C软管用双腔机。测量原理是采用质谱仪进行整体测试。。

玻璃容器加工尺寸控制的方法:加工尺寸控制包括:•总高度•垂直度•嘴平行度•外径,或长/短边,以及瓶身的对角线•颈部外径•各种表面处理的许多不同参数(例如直径、高度、半径、角度……)这些尺寸控制可以通过go-no-go通止规在生产线附近实现,也可以在实验室使用手动量规或半自动/自动计量系统在样件上进行。但使用通止规进行尺寸控制会有一些问题:它不提供定量信息,而且依赖于操作员的技能。持续使用通止规成本高昂,因为每件产品都需要一套**的通止规,这些硬规需要日常管理并定期重新校准。此外,这种方法不可能收集所有测量数据并进行统计分析以改进加工工艺和过程。
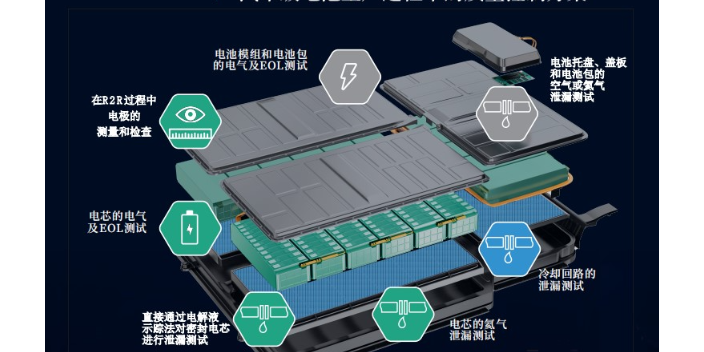
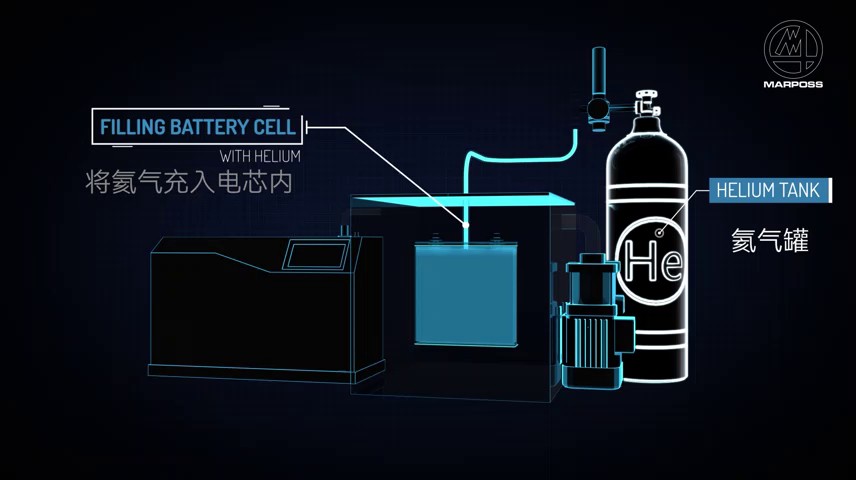
泄漏检测是电芯生产中的必要工序,尤其是对新一代锂离子电芯来说,更是如此。电解液通常含易燃溶剂,如果与空气中的水分接触,会产生有害物质。为了避免电解液的泄漏,必须保证电芯的充分密封。此外,还需避免水分或其它外部污染物进入电芯内而影响电芯的正常工作。在传统的电芯生产线上,一般会使用氦气作为示踪气体来检测泄漏,但该方法只能用于在电芯尚未完全密封的阶段使用,或是在注液期间充入氦气并将氦气封存在电芯内,然而这种方法会影响生产工艺,也并不适用于所有类型的电芯。然而电解液示踪技术可在生产过程EOL阶段检测电芯泄漏情况,即在电芯注液并密封后进行检测。E.D.C.自1998年以来开发的用于局部放电绝缘测试的方法基于电容耦合技术。

Optoquick可以快速、精细整个零件的质量测量只在数秒之间就可完成。其具有光学接触式测针马波斯专业测量经验轻松应对任何的测量挑战!另外,Optoquick柔性大,能够采用单个系统,兼容测量多个零件工业级在车间现场的性能较好。生产现场环境中的高精度测量因为Optoquick拥有前列的光电技术和马波斯设计,所以在测量性能、速度与柔性之间实现比较好的平衡。作为生产现场环境的比较好解决方案,它在准确性、重复性与稳定性方面体现出了稳定的测量性能。它可在恶劣环境条件下进行测试。即使现场温度变化大,它也能实现准确的动态温度补偿。马波斯已经开发出精度、灵敏度很高的泄漏测试解决方案,以满足工业部门日益严格的要求。吉林电机检测设备方法
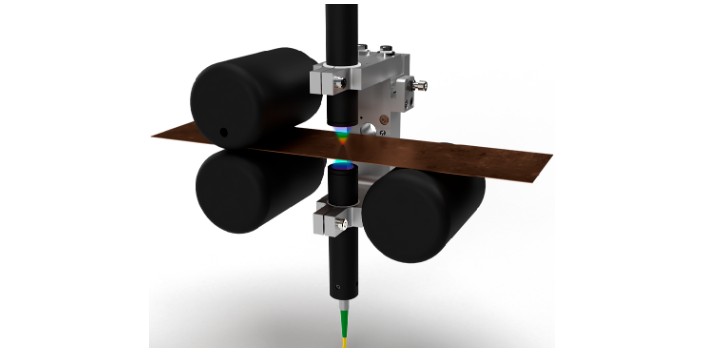
光学测量方案可集成用于hairpin端子的测量和检查,hairpin焊接工艺之前或之后皆适用。黑龙江汽车照明系统检测设备方法
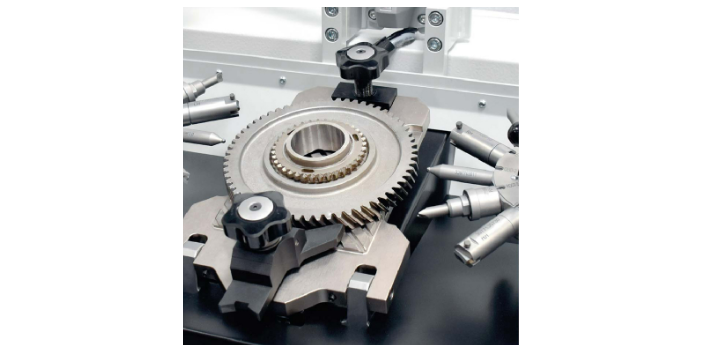
在零件层级评估NVH比在装配层级评估更有利。因其可在装配前及时识别零件的缺陷(如几何尺寸偏差),避免装配完成后想要改善零件质量可能为时已晚。考虑到变速箱和减速机的高精度要求,在产品装配前检查各零件的尺寸、外观显然是明智之举。本质上NVH检测的原理是通过施加与实际工况相似(甚至更高)的转速和扭矩值来对齿轮进行检测。由于机器的底座结构由花岗岩制成,Marposs设备坚固耐用,不会受到外界的干扰和噪音的影响。待测齿轮(工件)与标准齿轮啮合,其啮合状态可参考单啮工况(中心距固定)。输出测试参数是零件(或标准件)的角加速度,使用编码器(TE检查)和扭矩加速计(TAC检查)进行即时评估和长期评估。黑龙江汽车照明系统检测设备方法