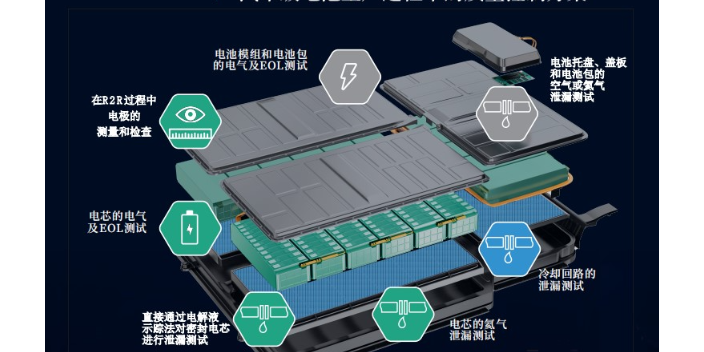
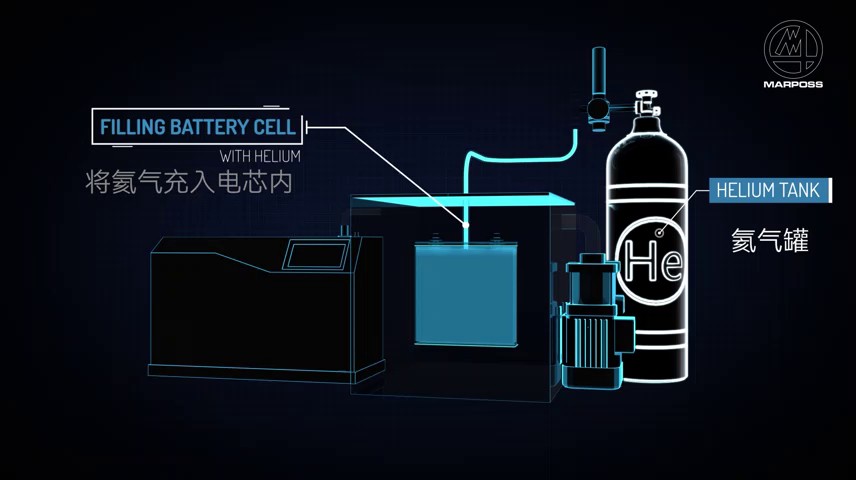
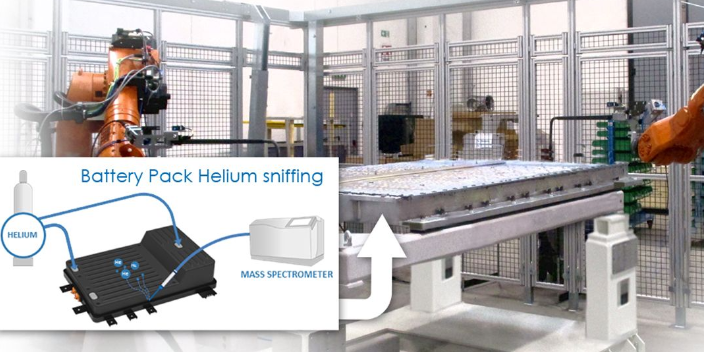
由于在高转速和高扭矩下工作,转子轴必须承受恒定的机械应力。为了使这些部件达到比较高质量,必须对其某些方面(如轴承,座)进行极其精确的磨削操作。成品质量和优化周期是整个工艺过程中十分重要的。Marposs在磨削过程监控方面具有丰富的经验。Marposs设计开发一整套传感器,这些传感器专门设计用于在不同磨削阶段控制所有的关键参数:过程中和过程后测量、动平衡声发射、振动和功率。Marposs提供定制化动态测量工站对轴或转子组件进行自动加工后测量。马波斯关于电池pack组装的方案集中在如下关键工序成品电池pack和冷却回路的泄漏测试。数控机床对刀方法
Optoquick是世界上同类产品中一直面对挑战并结合了接触测量传感器和自动触针更换系统的解决方案。在相同的测量周期内,接触式感应针可自动换型,以便使用合适的针型进行任何特定的测量。通过这样的解决方案,Optoquick被定位为一个集多种功能于一体的柔性解决方案,因为它可以提供高级的测量功能,并使传统测量产品无法解决的测量成为可能。全新的Optoquick是传动轴测量的完美解决方案,其中花键、齿轮,如OBR,ODB,节距跳动都可被测量。机床刀具断刀检测无论定子是哪种型号,Marposs都可以提供多种产品和应用,以满足整个制造链的过程控制。

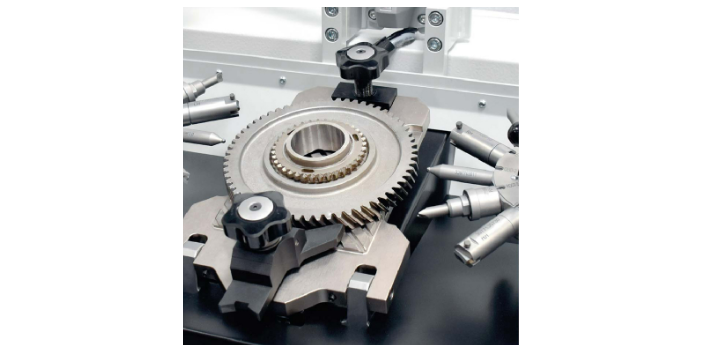
在齿轮尺寸的在线和离线测量方面,轮齿的工作表面通常需要经过多次机加工。机加工过程中产生的表面纹理会影响齿轮的许多功能特性。因此,在重要的机加工操作(如滚齿或磨齿)后,用高质量的测量仪器来测量齿轮参数是很有必要的。M62-Flex是一种柔性量规,适用于测量外齿轮的DOB(MdK)、齿根直径和大径等尺寸。在齿轮测试方面,M62双啮测台适用于检查内/外齿轮的综合偏差,并能在无齿隙(双啮滚动)的情况下测量更多的功能参数。测试时待测齿轮与更高质量等级的标准件啮合。
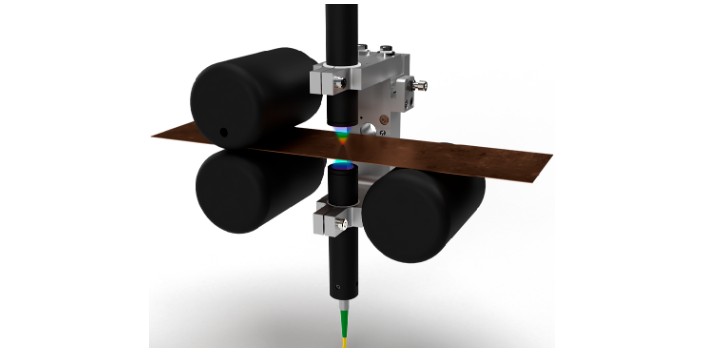
Optoflash是世界上轴向可以采用多个光学传感器的测量系统。这意味着可以通过不同的光学传感器分别获取图像,然后将所有图像完美地结合在一起,从而生成一幅单一的工件合成图像,并可确保合成边缘毫无任何断点和缺口。得益于这一独特的设计,Optoflash测量系统无需光学系统或工件本身进行任何轴向运动,就可以覆盖长度达300mm的测量范围。当前,作为世界上前列的轴向可以采用多个光学传感器的测量系统。Optoflash的总测量时间可达5.6秒!MARPOSS局部放电绝缘测试(PDIV测试)能够识别相间或相与定子主体之间的潜在绝缘缺陷。
近70年来,Marposs一直致力于与客户并肩工作,以保证整个生产过程的质量控制。MARPOSS拥有电动车电驱动系统质量控制方案。向全球客户提供各种技术和产品,使Marposs成为OEM、Tier1和Tier2以及汽车行业机床制造商的理想合作伙伴。在行业大变革的时代,马波斯正在接受挑战,继续成为电动化时代汽车市场的合作伙伴。将传统产品线与新技术相结合,提供计量、检验和测试解决方案,确保对电动汽车主要部件的生产过程进行监控。Marposs为各种制造过程的控制和优化提供解决方案,从单个组件到装配制程的控制,以及整个装配方案的功能检查。涡流探测的重要优点包括操作员不需要检查并确定零件是完好的还是已经报废,因此消除了人为错误。辽宁电驱动检测设备厂家
马波斯TM3PF是一个气动模块,用于自动系统和唱机转盘上的泄漏和气流测试。数控机床对刀方法
Marposs单啮测试系统可用于在实验室中测量试制样件,以验证齿轮设计过程。该测量系统也可测量变速箱(减速器)样品中待测样件相比于master,或待测样件相比于共轭齿轮的尺寸偏差。操作人员甚至可以调节齿轮中心距及轴线倾斜角,以比较大化降低噪音。对于齿轮制造过程在线监控来说,该监控系统旨在检测出磨削过程中的尺寸变化,从而在砂轮接触零件或修整器时能够极精确得控制进给速度。该系统尤其可以防止加工过程中的碰撞,检测机器或工装的故障,检测砂轮上的碎片,以及检测修整器的缺陷。数控机床对刀方法