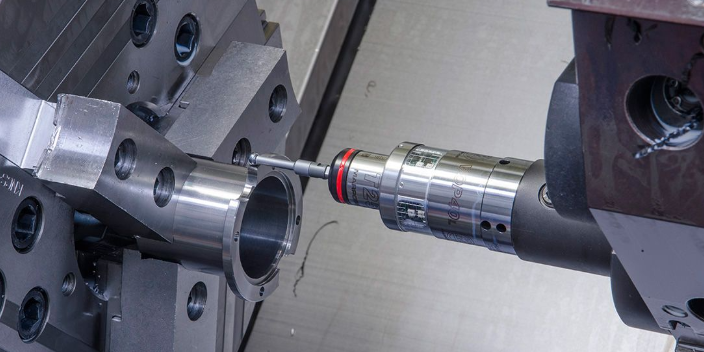
T18是一款紧凑刀具检测与监控用接触式测头,其有助于减少无人监控的机械加工过程中未发现的刀具破损导致的拒收件数量。因为它有各种功能,所以其配置可用于车床与机械加工中心。紧凑型T18测头是机械加工中心与机床的理想选择,其使得用户可以通过测量并检查刀具的完整性而监控零件的尺寸公差。尤其是,它可进行以下检查:确定刀具位置偏位刀具前置刀具磨损修正测头的设计旨在与E32U接口一起使用.马波斯在机床精度测量领域拥有60年的经验,为响应测量工件与产品件的几何尺寸与形状时以及设置并检查机械加工过程中使用的刀具时对准确度的要求越来越高的情况,马波斯已研发出一系列新软件包用于其接触式与非接触式测头系统。MARPOSS嗅探氦气泄漏测试方案能够测量10-2 - 10-4 SCC/sec的泄漏,该技术在漏率范围内取得了良好测试结果。陕西外圆磨床在线加工测量仪系统
DigiCrown系统是一个高度模块化测量网络,其允许将各种类型的传感器(马波斯与其它传感器)集成在单一设备中。因为DigiCrown能自动识别连接的传感器,所以使得安装与程控操作变得简单与直观。可获取标准版本的DigiCrown2的传感器,带有“轻触式”垫圈,测量力小,采用弹簧或气压驱动,量程在1mm到20mm之间。在量程范围内将所有DigiCrown2传感器线性化并认证,保证需要高准确度的应用可获取高分辨率的测量值。DigiCrown系统基于RS485总线通信,提供了一份适合工业环境的安全有效的串行协议。应用成本通常与使用的测量点的数量直接呈正比。当将测量设备连接到电子显示单元或者工业计算机时,马波斯系列的数据采集设备很有必要。因为可获取各种版本的数据采集设备,所以带有EasyBox系统的数据采集系统能够将相同工业计算机与所有马波斯测量仪和部件一起使用,构造非常适合你需求的应用。河北高精度车床测量仪系统周期可用于生产耦合零件(匹配磨削),组合周期检查锥度或监测零件形状,加工椭圆度或偏心率。

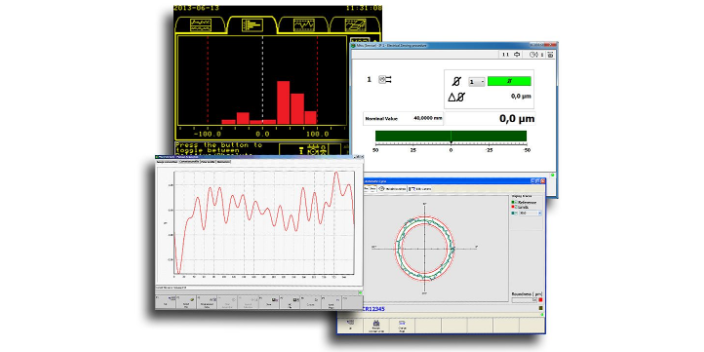
统计过程控制(SPC)和质量控制软件:QuickSPC™是一套软件系统,其设计符合任何SPC/质量控制的要求。功能从简单的测量值一直到复杂的测量应用。因为它的架构简单、结果导向以及通用型用户界面,所以可以为特殊行业定制特殊的功能模块。适合SPC的QuickSPC和质量控制软件包,使客户很容易就能创建工厂内数据采集系统,提供符合当前行业质量标准的统计过程与质量控制。QuickSPC™是一款用于工厂车间的软件。它的功能特征体现在柔性的软件环境、匹配当前以及未来测量与统计需求:页面布局、快捷方式、热键选项卡、应用模板、报告、基于客户的统计评估以及更多需求。此套软件为以下情况完全集成的软件模块:数据采集测量调整数据统计分析机床补偿网络集成与数据存储。
DS6000是一个通过将信号的初始化、处理与分析集成起来,作为自动系统与平衡传感器和/或部件之间接口进行操作的系统。DS6000这个产品线专为高精度磨床而设计,它是机械平衡以及声发射监控的理想选择。可根据应用情况在一个或两个面板上进行平衡操作。DS6000模块系列产品使得用户能够添加并组合不同模块,以获取一个多功能系统。因为此创新系统非常灵活,所以可满足不同客户要求以及给操作员提供了各种随时易于使用的功能。DS6000系统包括预先平衡以及电机平衡检查用电子单元以及液压平衡与声发射检查用电子单元。可获取的模块:AE6000与S6000:声发射检查用单元DM6000:工艺检查用单元(AE传感器+数字扭矩适配器)P6000:预先平衡用单元M6000:电机平衡检查用单元H6000:液压平衡检查用单元。马波斯测量科技是比较有实力的数控车床测量仪厂家。

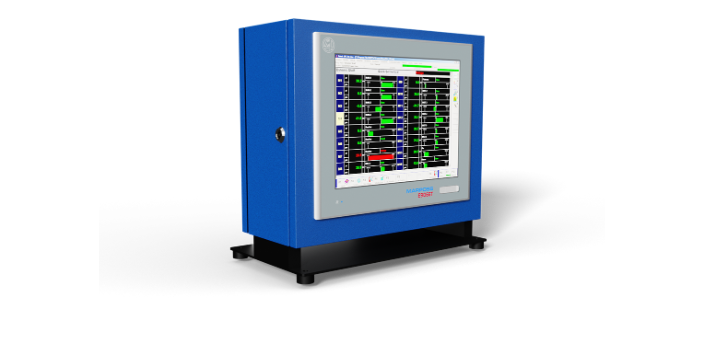
微型测量单元A124微型测量单元是一个通用测量仪器,适合空间有限的应用场景。因为此测量单元的尺寸小,所以它是高度定制的多尺寸测量应用的理想选择。A124测量单元的紧凑尺寸、使用方便以及普遍适用性使得它成为了测量设计的理想解决方案。基于嵌入式技术的量表计算机Merlin是量表计算机领域的基准产品,在收集用于优化工业生产分析和监控过程的数据时,它**了一种久经考验和值得信赖的解决方案。基于Windows嵌入式操作系统,Merlin构成了各种紧凑、易于使用设备的基础,对于手动测量应用而言,这是一种理想的选择。它能够按照Cp与Cpk计算执行SPC检测,并连同直方图与控制图。可将它用于管理数个生产批次和用户,且它包括多语言支持。可将Merlin用于管理许多零件类型以及确定测量批次,以简化生产认证与监控。专门设计的用户界面**简化了系统设置、程序定义与批次管理程序。Merlin是专为简单手动操作而设计,并支持主要的马波斯测量设备以及数字第三方设备,其功能特征体现在RS232、USB、以太网与蓝牙连接选项。Merlin可通过实时分析变量(控制图、机床与加工能力)相关数据而进行统计过程控制,并通过CSV与qs-STAT®兼容格式存储在数据中。高精度车床测量仪技术,可以咨询马波斯测量科技。河北高精度车床测量仪系统
所有软件包可根据所用设备的结构、客户的要求和必要的通信方法进行配置。陕西外圆磨床在线加工测量仪系统
统计过程控制规定了三个活动阶段:了解过程:必须在其行为中识别过程,并且必须明确规定每个受控特征的规格界限。可变性的特殊原因必须消除,以使过程稳定。使用控制图监控生产过程:这些图表用于及时检测受控特征的均值或方差的变化。控制图的目的是识别始终存在的可变性的常见原因,并将其与特殊原因区分开来。统计过程控制的目标不是检查零件是否良好,而是预测并防止生产出有缺陷的零件。为此,可将控制图作为预测工具,并确定可能导致生产出有缺陷的零件的原因。一旦控制图表示存在不稳定的过程(SPC警报),就必须采取措施控制生产,从而限制了部件不合格和生产线的减速。当控制图没有发出任何警报信号时,该过程可被视为“稳定”或“受控制”;其“过程能力”可以通过“能力研究”进行计算。过程能力是一种用来计算过程在未来指定限制时间内生产零件的能力的指数。**初的Shewart理论基于过程,其特征*由一种正态分布进行描述。随着时间的推移,统计过程控制的能力得到了改进,能够(使用Pearson控制图)分析不同分布描述的连续特征,(使用P控制图和NP控制图)分析离散特征,以及(使用C控制图)和U控制图)分析具有多个缺陷的离散特征。陕西外圆磨床在线加工测量仪系统