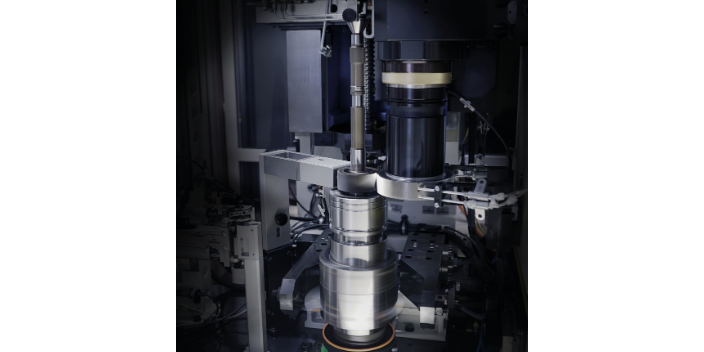
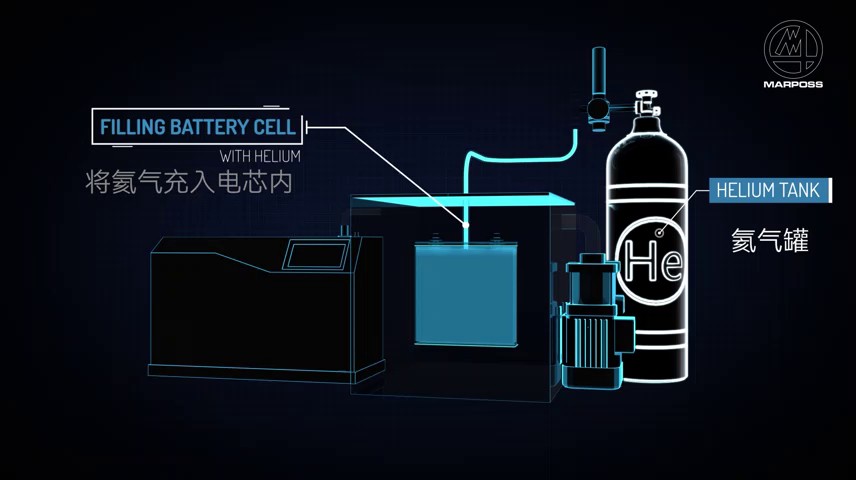
在半导体行业,圆晶减薄当然是非常精密的加工过程。在减薄过程中,需要用接触式或非接触式传感器严格控制加工过程。从步骤来看,封装前,圆晶需要达到正确的厚度,这是半导体生产的关键。圆晶背面研磨(圆晶减薄)是一种半导体生产工序,在此期间需要严格控制圆晶厚度,使圆晶达到超薄的厚度,可叠放和高密度封装在微型电子器件中。马波斯传感器甚至可检测到砂轮与圆晶接触的瞬间或检查任何过载。同时,马波斯传感器可在干式和湿式环境中可靠地在线测量厚度。进行氦气试漏的方法有多种,即对真空腔进行整体测试这体现的是优异与有效的选择。氢气阀门
由于在高转速和高扭矩下工作,转子轴必须承受恒定的机械应力。为了使这些部件达到比较高质量,必须对其某些方面(如轴承,座)进行极其精确的磨削操作。成品质量和优化周期是整个工艺过程中十分重要的。Marposs在磨削过程监控方面具有丰富的经验。Marposs设计开发一整套传感器,这些传感器专门设计用于在不同磨削阶段控制所有的关键参数:过程中和过程后测量、动平衡声发射、振动和功率。Marposs提供定制化动态测量工站对轴或转子组件进行自动加工后测量。北京转子检测设备马波斯集团Hetech品牌一直致力于泄漏检测系统领域的研究,也是这一崭新市场生产商的有力合作伙伴。
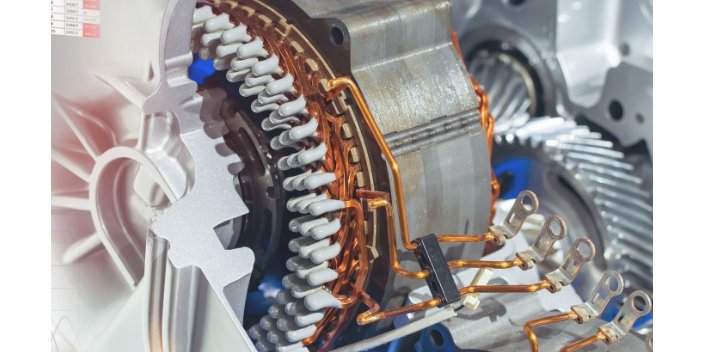
电机及其组件的质量保证一代电机面临的挑战是如优化部件生产和组装的效率、质量和成本。电机技术在全球范围内的空前增长,特别是在汽车领域,使制造商和终用户对组件可靠性产生了全新的认知。这一新趋势对生产链的质量控制和过程控制提出了新的要求。因此,汽车行业越来越重视电机的可靠性,并开始转向生产更高质量的零部件和总成。Marposs开发一整套方案,致力于电动车电机及其组件的过程控制、在线和离线质量检测。MARPOSS是一如既往的合作伙伴迎接新的电动汽车挑战。
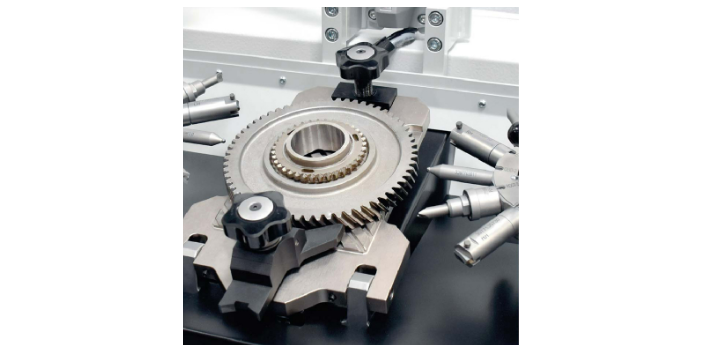
在零件层级评估NVH比在装配层级评估更有利。因其可在装配前及时识别零件的缺陷(如几何尺寸偏差),避免装配完成后想要改善零件质量可能为时已晚。考虑到变速箱和减速机的高精度要求,在产品装配前检查各零件的尺寸、外观显然是明智之举。本质上NVH检测的原理是通过施加与实际工况相似(甚至更高)的转速和扭矩值来对齿轮进行检测。由于机器的底座结构由花岗岩制成,Marposs设备坚固耐用,不会受到外界的干扰和噪音的影响。待测齿轮(工件)与标准齿轮啮合,其啮合状态可参考单啮工况(中心距固定)。输出测试参数是零件(或标准件)的角加速度,使用编码器(TE检查)和扭矩加速计(TAC检查)进行即时评估和长期评估。EOL测试可提供完整的功能测试,包括满足市场标准的NVH分析。还可提供实验室环境下。
Marposs单啮测试系统可用于在实验室中测量试制样件,以验证齿轮设计过程。该测量系统也可测量变速箱(减速器)样品中待测样件相比于master,或待测样件相比于共轭齿轮的尺寸偏差。操作人员甚至可以调节齿轮中心距及轴线倾斜角,以比较大化降低噪音。对于齿轮制造过程在线监控来说,该监控系统旨在检测出磨削过程中的尺寸变化,从而在砂轮接触零件或修整器时能够极精确得控制进给速度。该系统尤其可以防止加工过程中的碰撞,检测机器或工装的故障,检测砂轮上的碎片,以及检测修整器的缺陷。20多年的经验和安装的多个系统,使e.d.c.能够100%识别缺陷,甚至是潜在缺陷。刀具磨损检测
马波斯可以根据客户的规格不同,提供定制化装配解决方案,手动或全自动方案,包括完整的EOL功能测试。氢气阀门
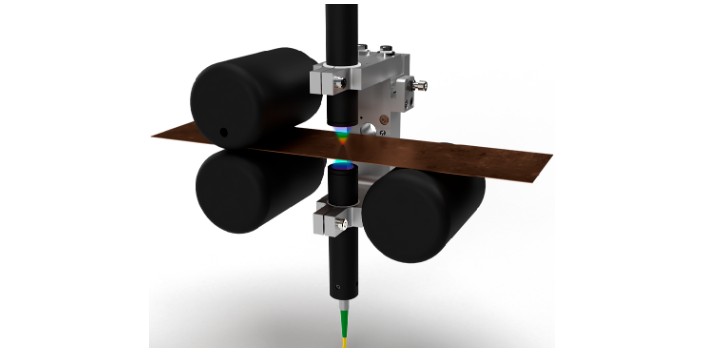
在齿轮的NCG检测方面,电驱动产品内的高精度齿轮往往需要采用非接触技术对某些参数进行检测。Marposs非接触式检测方案,使用激光扫描传感器或共焦技术来测量产品的各种外观特征,如倒角尺寸和侧面轮廓等。在泄漏测试方面,Marposs为齿轮箱变速箱売体提供量身定制的泄漏测试解决方案,其满足行业及客户的各种需求,支持手动或全自动方案。高速变速箱的装配过程通常需要确定和验证装配用的垫片适用与否,以防止变速箱运转过程中可能导致的噪音或工作异常。氢气阀门