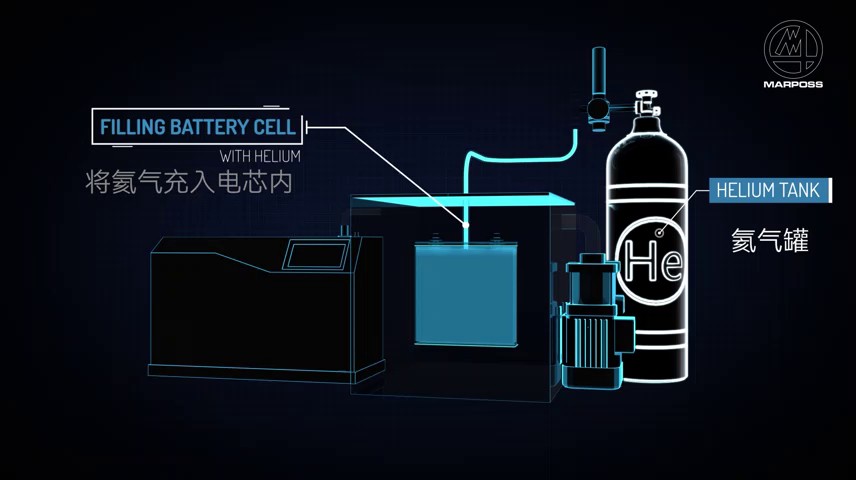
MARPOSS提供电池生产过程中所有阶段的泄漏测试和漏点探测解决方案,单个电芯的真空箱氦检,电池包组件(如冷却管&冷却板)的氦气泄漏和漏点探测解决方案,在组装完成后,通过压降法/流量法或示踪气体测试法,对大体积模组、电池包和外壳(包括电气元件)进行泄漏测试。在进行电池托盘,盖板和电池包的泄漏测试的过程中,安装完成的电池模组装到电池外壳内,并检测泄漏(漏率在10-3scc/s范围内)。当采用水/乙醇混合物作为冷却剂时泄漏率在10-3scc/s范围内,而采用气体作为冷却剂时泄漏率在10-5scc/s范围内。局部放电测试法能识别潜在绝缘缺陷的方法,潜在的绝缘缺陷会使产品运行短时间后产生故障。车床对刀臂
MARPOSS泄漏测试是电池pack装配过程中的基本要求,用于检查电池pack的气密性,以防止水、湿气、灰尘或其他外部污染物进入,导致电池pack内部的高压零部件出现短路。嗅探法对电池PACK进行泄漏测试可以带有一个或多个机器人嗅探装置的全自动泄漏测试工站,进行100%在线检测手动嗅探工站,用于离线检查维修站中的测试不良品可提供用于冷却回路泄漏测试的定制化空气法方案(压降法或质量流量法)。嗅探法对电池PACK进行泄漏测试可以利用手动或自动解决方案,高可靠性低使用成本,检测泄漏精度高达10-4SCC/sec。贵州定子局部放电检测设备泄漏标准件和LTC检漏机控制是定期检查和校准测试系统必不可少的设备。
Optoquick具有实时的柔性和极高的性价比。可将单个Optoquick,用于监控相同生产区内的多台机床以及多种不同类型的工件。Optoquick通过简单的操作员选择或条形码扫描,就能即时切换到一个新的测量程序。Optoquick具有长久的投资回报。能够为客户的生产规划了一个非常柔性与可重新配置的策略。需要采用现有生产线以制造新产品或者只需要生产现有零件的新版本。这对于Optoquick而言,都不是问题。只需要在Optoquick上添加一个新的测量程序。Optoquick,面向未来的柔性。
以氦气为示踪气体的自动嗅探方案。将带有嗅吸探头的2个机器人用于检查电池pack特定装配位置的泄漏情况。这种对零部件半成品和pack成品的泄漏测试技术是一种非常可靠的方法,用以识别任何产品可能的缺陷,避免水渗入电池pack内部。使用示踪气体的测试方法可比较大化确保测试灵敏度,并可以识别极低的泄漏情况,该方法也适用于大容积部件和任何环境条件。对于在整体泄漏测试中被检测为不良的产品,该方法可以进一步识别它们的泄漏源头,所以该方法适用于维修站的人工嗅探方案,以进行不良产品的返修。马波斯将自动化和测试有效地结合在一起,马波斯将测试技术无缝整合到客户的作业流程中。
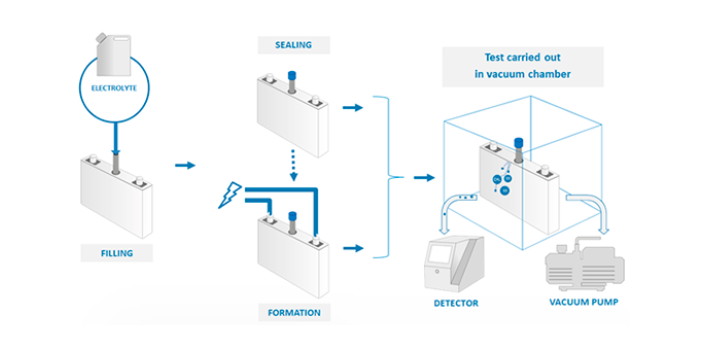
为了满足电池的高质量标准要求,必须在生产过程中系统地应用测量和测试技术。这将提高生产效率,减少次品,并满足安全性和性能要求。电池包电芯的泄漏测试HEV/EV的技术发展对汽车行业提出了新的泄漏测试要求,即每只电芯都必须被可靠地保护起来,防止任何水气和空气渗透。MARPOSS真空氦检方案能够检测到的泄漏率为10-3到10-6scc/s。电池模组和电池包冷却回路的泄漏测试如果将单个电芯组合成更大的电池模组或电池包,则在生产中必须要确保冷却回路的密封性。电动机的完整质量控制包括绝缘试验,以验证装配操作没有损害绝缘的完美状态以及一系列功能试验。湖南汽车照明系统检测设备
无损探测以涡流为基础,涡流是由时变磁场在导电材料内引起的小电流回路。车床对刀臂
玻璃容器加工尺寸控制的方法:加工尺寸控制包括:•总高度•垂直度•嘴平行度•外径,或长/短边,以及瓶身的对角线•颈部外径•各种表面处理的许多不同参数(例如直径、高度、半径、角度……)这些尺寸控制可以通过go-no-go通止规在生产线附近实现,也可以在实验室使用手动量规或半自动/自动计量系统在样件上进行。但使用通止规进行尺寸控制会有一些问题:它不提供定量信息,而且依赖于操作员的技能。持续使用通止规成本高昂,因为每件产品都需要一套**的通止规,这些硬规需要日常管理并定期重新校准。此外,这种方法不可能收集所有测量数据并进行统计分析以改进加工工艺和过程。车床对刀臂