- 品牌
- AKIZ,森泰英格,恒峰
- 型号
- 定制
- 齿轮刀具类型
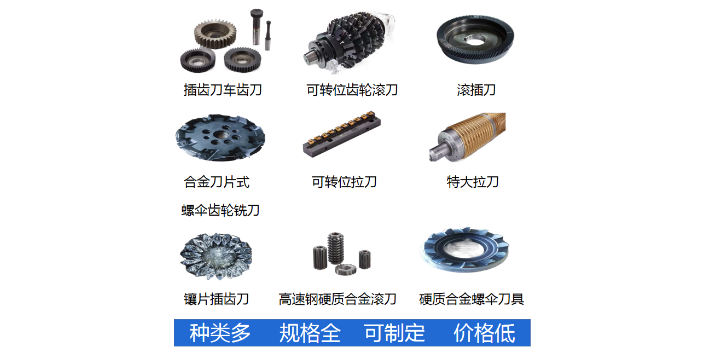
- 齿轮滚刀,齿轮拉刀,双圆弧滚刀,凸凹圆弧滚刀,齿轮铣刀,带轮滚刀,花键滚刀,齿轮插齿刀,镶片齿轮滚刀,锥齿轮加工刀具,链轮插齿刀,链轮滚刀,磨前滚刀,齿轮剃齿刀,其他齿轮刀具
- 材质
- 高速钢,硬质合金,合金,高碳钢,镶锋钢,碳钢
- 加工定制
- 是
- 样品或现货
- 样品
- 是否标准件
- 非标准件
- 适用机床
- 拉床,车床,插齿机,滚齿机,车齿机
- 是否进口
- 否
- 是否涂层
- 涂层
- 是否库存
- 非库存
- 是否批发
- 批发
- 产地
- 中国
- 规格
- 2100mm*1650mm*2280mm,258mm*245mm*680mm,800mm*200mm*280mm
插齿刀是一种齿轮形或齿条形齿轮加工刀具。插齿刀用于按展成法(见齿轮加工)加工内、外啮合的直齿和斜齿圆柱齿轮。插齿刀的特点是能够加工带台肩齿轮、多联齿轮和无空刀槽人字齿轮等。特形插齿刀还可加工各种其他廓形的工件,如凸轮和内花键等。插齿刀按外形分为盘形、碗形、筒形和锥柄4种。盘形插齿刀首要用于加工内、外啮合的直齿、斜齿和人字齿轮。碗形插齿刀首要加工带台肩的和多联的内、外啮合的直齿轮,它与盘形插齿刀的差异在于作业时夹紧用的螺母可容纳在插齿刀的刀体内,因而不阻碍加工。筒形插齿刀用于加工内齿轮和模数小的外齿轮,靠内孔的螺纹旋紧在插齿机的主轴上。锥柄插齿刀首要用于加工内啮合的直齿和斜齿齿轮。盘形齿轮铣刀是一种经过铲齿的成形铣刀,可用于加工直齿或斜齿轮。苏州齿轮滚刀齿轮刀具
齿轮刀具
精密齿轮看着恰似只有一点点,其实也是重要的。由于齿轮虽然小,但也是许多机械设备需求运用到的零件。精密齿轮加工的刀具都有这些。1、齿轮插刀:这是一种像是是有刀刃意义昂的外齿轮。由于齿轮要高出一些,所以称为齿轮插刀。在切割的时候,轮胚和道具是根据必定的传动比作出啮合运动的。并且刀具的是沿着轴线的上下而不断的运动切割出齿宽。2、齿条插刀:齿条插刀是一种和规范的齿条的齿形相同,只不过齿轮要高出一部分,并且高出的部分齿顶是圆弧相同的齿概括。3、齿轮刀具齿轮滚刀:外形十分的像螺旋,但是剖面却是一个齿条的刀具。在运用这个刀具的时候,为了可以切出平行和齿坯轴线的直齿,要将刀具的轴线滚动下一个螺旋的升角才可以完成。无锡齿轮滚刀齿轮刀具指状齿轮铣刀属于成形立铣刀,可用于加工大模数的直齿、斜齿或人字齿轮。

多头齿轮滚刀运用多头齿轮滚刀,能够显着进步滚齿生产率,特别在滚切齿数多的斜齿轮时效果愈加显着,运用与齿轮螺旋方向一致的多头滚刀时,刀架的转角比用相近直径单头滚刀要小,所以滚刀边齿的负荷也会减轻些,因此,中、小模数的多头滚刀在粗滚齿中广泛应用。滚刀头数通常选用2~3头。随着滚刀头数的增加,切削负荷相应加大,而包络一个齿面的切削次数成份额地减少。为了进步滚刀的刚性和减少被切齿轮面的棱度,滚刀外径和孔径需相应增大,圆周齿数也应增多。还应留意:(1)当被切齿轮齿数z2与滚刀头数z1互为质数时,滚刀圆周齿数zk与头数z1也应互为质数。这样,齿轮在滚切时滚刀的制造差错不会悉数反映到齿轮上去,对进步齿轮精度有利。(2)当齿轮齿数z2与滚刀头数z1有公因数时,滚刀圆周齿数zk也应当被滚刀头数z1整除,或有公因数,这是由于当滚刀圆周齿数不能被滚刀头数整除时,假如一个齿对准齿轮中心,则其他头的任何一齿都不能对准齿轮中心,成果造成其他齿滚出来不对称。由于多头滚刀滚齿包络齿数少,这种不对称性发生的差错往往甚为可观。在这种情况下运用多头滚刀粗滚齿,应适当地考虑滚齿留量。
齿轮刀具规划是以齿轮啮合原理为规划依据,依据齿轮参数进行刀具规划的进程.磨前齿轮滚刀是众多齿轮刀具中规划难度和核算进程较杂乱的刀具之一.目前,国内外对此种刀具规划还缺乏较系统的研究,暂没有一种较合理,通用,可靠的规划办法.这就要求规划人员必须了解齿轮啮合及刀具规划原理中的杂乱理论及公式,并能娴熟运用刀具规划原理处理规划进程中呈现的各种问题,因而对规划人员的专业技术水平要求很高,而且磨前滚刀规划核算量大,核算进程繁琐,规划中一般是依据经历预设一组刀具参数,然后调整参数进行反复试算,获得一组较好的参数.磨前齿轮滚刀制造周期长,制造成本高,现有磨前滚刀规划办法的不可靠,有可能延误产品加工周期,造成较大的经济损失.因而,探索磨前滚刀齿形规划关键技术,关于确保规划成果的可靠性,终确保磨齿加工齿轮产品质量具有重要意义.加工各种圆柱齿轮、锥齿轮和其他带齿工件(见齿轮)齿部的刀具。

V型及渐开线型粗铣刀,可加工齿轮模数范围,刀片刃口数量2-8个,以更低的成本完成齿轮粗加工。精铣刀,可加工齿轮模数范围,刀片刃口数量2-4个,齿轮加工精度可达DIN9级。展成法加工刀具1.滚刀a.切向布齿滚刀:适用齿轮模数M5-M25,刀具结构简单紧凑,刀具寿命稳定可靠,刀片2-4刃口设计,加工更经济。b.全齿型滚刀:适用齿轮模数M4-M8,2刃口全齿型刀片,刀夹式设计,齿轮精度可达DIN8级;相近模数、多种齿形刀片可以共享同一个刀体,多品种小批量齿轮加工更高效灵活。2.插齿刀a.切向布齿插齿刀:适用齿轮模数M12-M18,针对同一模数多品种小批量齿轮加工,帮助您在传统插齿机上实现高效的齿轮加工。b.全齿型插齿刀:适用齿轮模数M4-M10,花键模数,用作批量齿轮的高效粗加工。c.整硬可换头式插齿刀:适用齿轮模数,高定位精度刀头配合使用可调刀柄,齿轮精度可达DIN7级;无需拆卸刀柄即可完成在线换刀;刀头可重磨,进一步降低刀具成本。高速滚插齿刀具适用齿轮模数,您无需再购买专机来完成含齿轮零件的加工;相比插齿,这种加工方式由于连续切削无空行程而更加高效。蜗杆及压缩机转子加工刀具磨前加工刀具,根据工件尺寸专门设计,刀片安装种类少,使您的库存管理更简单。剃齿刀是利用展成法原理,精切齿轮轮齿所用的一种齿轮刀具。无锡齿轮滚刀齿轮刀具
齿轮刀具滚齿刀安装要求滚刀的刀齿螺旋线方向与工件齿槽方向必须一致。苏州齿轮滚刀齿轮刀具
汽车齿轮加工机床可分为圆柱齿轮和锥齿轮加工机床两大类,具有不同的精度水平和适用范围。圆柱齿轮加工机床按工艺方式可分为滚齿、插齿、剃齿、珩齿、磨齿、挤齿、倒角机床等;锥齿轮加工机床按工艺方式可分为铣齿、刨齿、拉齿、磨齿、研齿、倒角、滚动检验、淬火机床等。中国齿轮加工机床已基本形成了较完整的系列,已开发出技术含量具有国际水准的螺旋锥齿轮六轴数控磨床,但齿轮机床总体制造水平在精度、寿命、稳定性、数控技术应用等方面与欧美相比存在较大差距。齿轮加工具有**且复杂的刀具系统,需要根据不同的齿轮产品和加工方式选择和设计不同的刀具。如用于圆柱齿轮加工的滚刀、剃齿刀、插齿刀,用于直齿锥齿轮的圆拉刀,用于螺旋锥齿轮加工的各种铣齿刀具。因此,齿轮刀具的刃磨一般需要由专门的机床来完成,如滚刀铲磨机床、多功能剃齿刀磨床、螺旋锥齿轮刀具磨床等。苏州齿轮滚刀齿轮刀具
- 盐城风电齿轮铣刀齿轮刀具 2024-07-07
- 江西拉削刀具齿轮刀具定制 2024-07-07
- 浙江刀片式弧齿刀齿轮刀具供应商 2024-07-07
- 四川滚削刀具齿轮刀具 2024-07-07
- 重庆盘型插齿刀齿轮刀具 2024-07-05
- 南京拉削刀具齿轮刀具供应商 2024-07-05
- 无锡齿轮滚刀齿轮刀具 2024-07-05
- 南京风电齿轮可转位滚刀齿轮刀具定制 2024-07-05
- 四川碗形插齿刀齿轮刀具 2024-07-04
- 硬质合金齿轮滚刀齿轮刀具厂家 2024-07-04
- 湖南锥齿轮刀具 2024-07-03
- 浙江齿轮拉刀齿轮刀具 2024-07-03