- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 00
- 适用机床
- 车床,铣床,镗床,钻床,组合机床,加工中心,冲床,拉床
- 提供加工定制
- 是
- 样品或现货
- 现货
超硬材料具有优异的机械性能、物理性能和其他性能,其中有些性能很适合于刀具。具有很高的硬度天然金刚石的硬度达10000HV;CBN的硬度达7500HV。与其他硬物质相比,SiC硬度为3000~3500HV,A12O3为2700HV,TiC为2900~3200HV,WC为2000HV,Si3N4为2700~3200HV;作为刀具材料用的硬质合金,其硬度*为1100~1800HV。具有很好的导热性天然金刚石的热导率达2000W/m-1*K-1,CBN的热导率达1300W/m-1/K-1。紫铜的导热性很好,其热导率*为393W/m-1*K-1;纯铝为226W/m-1*K-1,故金刚石与CBN的热导率分别是紫铜的5倍和,是纯铝的8倍和5倍。硬质合金的热导率*为35~75W/m-1*K-1。具有很高的杨氏模量天然金刚石的杨氏模量达1000GPa,CBN的杨氏模量在720GPa。而SiC、Al2O3、WC、TiC的杨氏模量*分别为390、350、650、330GPa。物质的杨氏模量大就是刚性好。具有很小的热膨胀天然金刚石的线膨胀系数为1×10-6/K,CBN的线膨胀系数为()×10-6/K。而硬质合金的线膨胀系数为(5~7)×10-6/K。具有较小的密度天然金刚石的密度为,CBN的密度为。与Al2O3、Si3N4的密度接近。具有较低的断裂韧性天然金刚石的断裂韧性为。陶瓷刀具材料的断裂韧性在各种刀具材料中是属于较低者,然尚能达7~9MPa?。CBN又叫聚晶立方氮化硼超硬刀具,用于精加工。欧美螺纹刀具加工
CBN立方氮化硼刀片性能特点CBN立方氮化硼刀片的突出优点就是硬度高、红硬性好,因此有着普通刀具所不具备的特点。(1)硬度高,耐磨性好。CBN立方氮化硼刀片的硬度*次于金刚石,与PCD刀具统称为超硬刀具。CBN立方氮化硼刀片适合加工原来只能磨削的高硬度黑色金属材料,可以获得较好的表面质量。(2)热稳定性好。CBN立方氮化硼刀片的耐热性可达1400~1500℃,比金刚石的耐热性高出一倍,是刀具中耐热比较好的,因此可用来高速车削。(3)化学稳定性好。CBN立方氮化硼刀片惰性高,与铁系材料在1200~1300℃也不会发生化学反应,高温切削时不会出现急剧磨损现象。(4)热导性好。CBN立方氮化硼刀片的热导性好,**高于高速钢和硬质合金,并且随着切削速度的提高,导热系数也会随之增加,有利于降低切削区温度,减少扩散磨损。(5)摩擦系数低。CBN立方氮化硼刀片的摩擦系数较低,切削时产生的切削力小,可有效提高表面质量。数控加工刀具厂家非标刀具在机械加工中的运用非常多,非标刀具的种类也很多。

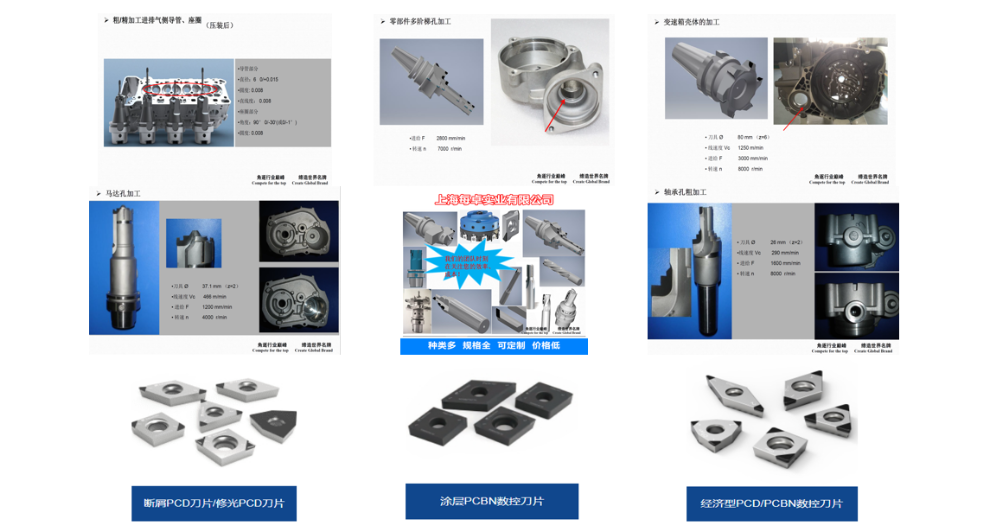
复合材料相比于其它材料具有质量轻、强度高、耐高温、耐腐蚀等特性,成为航空航天领域的理想材料。随着航空航天复合材料的广泛应用,如何正确选择、合理使用刀具进行高效高质量切削加工是一个非常重要的问题。航空航天制造业广泛应用的刀具材料主要有硬质合金和PCD刀具材料,其中,PCD刀具材料所占比重越来越大,在当今的航空制造中两者成为航空航天业刀具发展中的主导刀具,应用范围相当。PCD刀具于1973年在美国开始应用。自汽车工业应用PCD刀具以来,PCD刀具在北美汽车工业中的使用量高速增长。美国汽车公司使用PCD刀具加工的主要对象是发动机的铝合金汽缸体。PCD刀具的应用涵盖汽车几乎所有铝合金零部件加工领域,包括阶梯复合刀具,铸铝及铝合金加工丝锥,各种高精度孔复合绞刀,复合钻头,大倍径钻头,高难度材料加工钻头等等。国内汽车企业如一汽大众,已使用PCD刀具加工汽车铝合金零部件(如汽车铝合金活塞、铝合金轮毂)。
硬质合金刀具的制作工艺通常包括以下几个步骤:原料准备:选择合适的钨钴合金原料,通常是将钨粉和碳化钨粉与适量的钴粉混合,按照一定的比例进行混合和研磨,以获得均匀的混合粉末。压制成型:将混合粉末放入模具中,通过压制机进行压制成型。压制过程中,粉末会受到高压力的作用,使其形成一定形状的刀具坯料。精密烧结:将刀具坯料放入高温炉中进行精密烧结处理。烧结温度通常在1300-1500摄氏度之间,烧结时间根据具体要求而定。在烧结过程中,钨钴合金中的钴会熔化并渗透到碳化钨颗粒之间,形成致密的结构。精密加工:经过精密烧结处理后的刀具坯料需要进行精密加工,包括车削、铣削、磨削等工艺。通过这些工艺,可以将刀具坯料加工成具有特定形状和尺寸的刀具。 PCD刀具主要材料是金刚石粉末,佐以一定的股捏硅铁等金属以及结合剂,在高温高压状态下生产出来的。

重视非标数控刀具每个细节前进数控刀具精度怎样前进数控刀具精度,细节抉择胜败。需求重视刀具制造的每一个细节,也在刀具制造质量的胜败上起抉择性作用。没有多少用户会不在乎加工刀具的质量。从数控刀具原材料的挑选、预处理以及刀具主要参数的刃磨、热处理与刃口钝化等刃形细节、刀具涂层的挑选、刀具涂前及涂后的处理、怎样检测和包装运送等等,都需求注重到每个细节。细长杆刀具精度的前进,历来是刀具制造中的难点,其主要原因是因为该类刀具的有用部分比较长、制造时刀具刃口离夹持部分比较远。因为刃口离夹持部分太长,加上刀具夹持夹头有必定的夹持精度在开端磨削之前,刀具刃口处的径向圆跳动就有可能已达到0.005mm~0.0mm选用磨削工艺,磨削力较大,使刀具的弹性变形大,加工进程中会发生许多问题,如刀具槽形不对称,刀具外圆尺度、刃部参数、形状过失不符合要求,严峻时乃至导致刀具被折断。机床精度对刀具精度的影响制造任何刀具时,机床的精度都是抉择刀具精度的关键,细长杆状类刀具也不例外。上海每桌实业有限公司,致力于精细刀具订制;公司业务***,同时经营液压夹具、非标刀具、齿轮刀具等多业务;并在业内受拥***好评!粗加工合金铸铁时,刀具必须经受铸造工艺遗留下来的表面裂纹、残砂和其它原有表面不连续所引起的断续切削。浙江硬质合金刀具加工
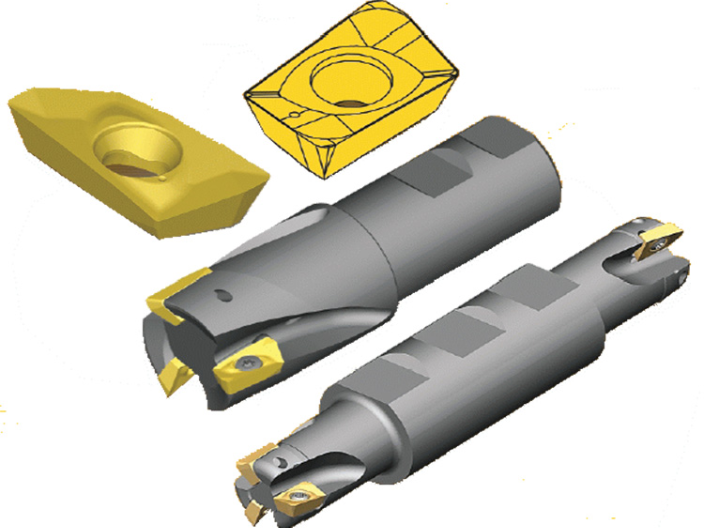
汽车零部件非标刀具涡轮壳PCD组合铣刀。欧美螺纹刀具加工
刀具是数控加工中必不可少的东西,它不仅可以切削工件、切除切屑,还能对工件的尺度和外表进行精确的丈量。在数控车床加工时,因为零件形状复杂多样,需要根据不同零件的特色来选择不同的刀具。因此非标刀具的使用越来越***了。下面就给大家介绍一下非标刀具的分类以及其特色:非标准(定制)型刀具有哪些类型?1、通用型:通用型的特色是使用面广,价格低;2、**型:如螺纹刀片、铣削刀片等;3、特殊型:包含各种超硬材料制造的刀片和陶瓷刀片等;4、组合性:将两种以上不同类型的刀片组合起来使用;5、复合性:将多种类型的刀片复合在一起使用。欧美螺纹刀具加工