- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 0
- 适用机床
- 车床,铣床,加工中心,磨床,镗床,组合机床,拉床,钻床
- 结构类型
- 减震式,机夹式,复合式,焊接式,整体式
- 提供加工定制
- 是
- 样品或现货
- 样品,现货
- 是否标准件
- 标准件
- 是否库存
- 是
- 是否批发
- 批发
刀具在切削过程中会由于各种因素而磨损,缩短使用寿命。合理刃磨和使用刀具,延长刀具的使用寿命,降低加工成本,提高劳动生产率,保证产品的质量至关重要。当一把刀具使用一定时间后,它的刀刃会因磨损而变钝,无法使用。经过重新刃磨以后,刀刃恢复了锐利,仍可继续使用。这样经过使用——磨损——刃磨几个循环以后,刀具切削部分变无法使用,完全报废了,刀具从刃磨开始一直磨损量达到磨损限度为止的总切削时间称为刀具寿命。刀具磨损会缩短刀具使用寿命,损坏工件表...首先、刀具材料刀具材料是决定刀具切削性能和使用寿命的根本因素,对于加工效率、加工质量、加工成本以及刀具耐用度影响很大。刀具材料越硬,其耐磨性越好,硬度越高,冲击韧性越低,材料越脆。硬度和韧性是一对矛盾,也是刀具材料所应克服的一个关键。对于石墨刀具,普通的TiAlN涂层可在选材上适当选择韧性相对较好一点的,也就是钴含量稍高一点的;对于金刚石涂层石墨刀具,可在选材上适当选择硬度相对较好一点的,也就是钴含量稍低一点的;这样可以延长刀具的使用寿命。汽车零部件非标刀具制动主缸PCD钻锪刀。四川砂轮杆非标刀具供应商

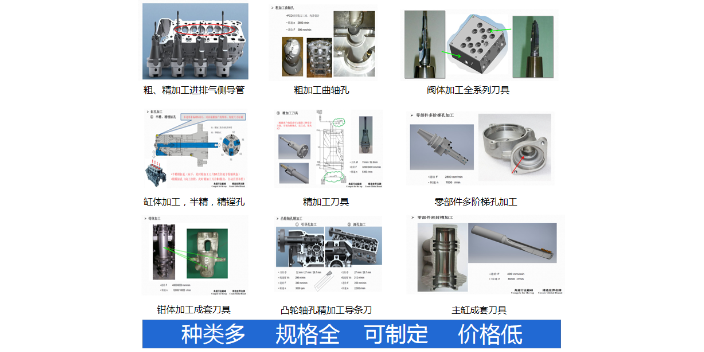
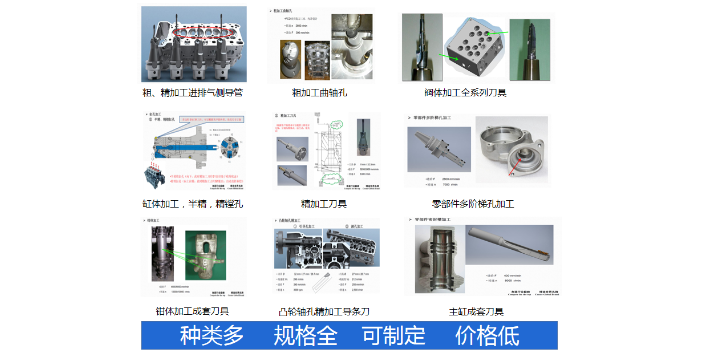
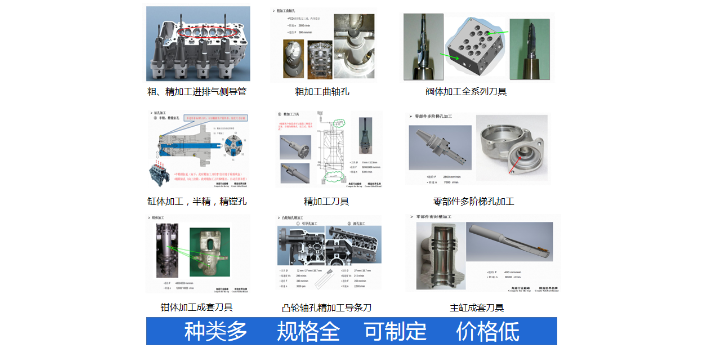
刀具是数控加工中必不可少的东西,它不仅可以切削工件、切除切屑,还能对工件的尺度和外表进行精确的丈量。在数控车床加工时,因为零件形状复杂多样,需要根据不同零件的特色来选择不同的刀具。因此非标刀具的使用越来越***了。下面就给大家介绍一下非标刀具的分类以及其特色:非标准(定制)型刀具有哪些类型?1、通用型:通用型的特色是使用面广,价格低;2、**型:如螺纹刀片、铣削刀片等;3、特殊型:包含各种超硬材料制造的刀片和陶瓷刀片等;4、组合性:将两种以上不同类型的刀片组合起来使用;5、复合性:将多种类型的刀片复合在一起使用。四川砂轮杆非标刀具供应商非标刀具结构有三种:整体式、焊接式和机械夹紧式。

上海每卓实业有限公司是集刀具研发与制造为一体的现代化**技术企业。每卓超硬刀具pcd非标刀具采用先进的五轴联动激光加工中心切割,拥有更好的刀具刃口状态,可定制各种不同刃口形状、要求的刀具产品。每卓刀具拥有专业的设计团队,针对客户的个性化需求设计符合客户要求的pcd非标定制刀具,满足客户的不同需求,减少客户的刀具成本、提升加工效率。PCD刀具优势特点PCD铰刀具有超高硬度和耐磨性使用PCD刀具切削性能稳定,加工效率高,可提高尺寸精度和工艺可靠性PCD刀具具有超长使用寿命,是普通硬质合金刀的10至20倍PCD刀具适用范围:用于3C行业,汽车等行业,具有使用方便、寿命长、成本低、工件互换性等优点。每卓刀具拥有专业的设计团队欢迎来图纸定做,量大价优。
机械加工过程中经常会遇到一些难以用标准刀具进行加工的情况,因此,非标刀具的制作对机械切削加工十分重要。由于标准刀具的制作针对的是面广量大的普通金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,表面几何形状十分复杂的工件,或被加工表面有较高的粗糙度要求等情况时,标准刀具就无法满足加工的需要。所以在加工过程中,需对刀具的材质、刀口的几何形状,几何角度等,进行针对性的设计。上海每卓在非标定制方面有着丰富的经验及技术,首先:我们会现场参与加工改善,深入生产线提供的技术支持,其次:针对工件特殊性提供专业高效的刀具设计及整套生产加工方案。我们所生产的非标刀具特点是设计精巧,稳定性好,加工精度高,能够满足使用要求,且交货速度快。汽车零部件发动机缸体非标刀具拉铣刀。
非标刀具磨损情况判断:1.如果在加工过程中,呈现断续的无规则火星,那么阐明非标刀具存在磨损,需求替换。2.看铁屑色彩,铁屑色彩改变,阐明加工温度改变,可能是非标刀具磨损。3.看铁屑形状,铁屑两侧呈现锯齿状,铁屑不正常卷曲,铁屑碎末化这些现象都是判断非标刀具磨损的依据。4.看工件表面,呈现光亮痕迹,但粗糙度并和尺寸并没有大的改变,这阐明非标刀具参数现已磨损。5.听声音,加工震动加重,非标刀具加工时异响频发,这就需求及时替换刀具。082048 汽车零部件非标刀具排气管根部组合铣刀。北京导条刀非标刀具
加工过程中经常会遇到一些难以用标准刀具进行加工的情况,因此非标刀具的制作对机械切削加工十分重要。四川砂轮杆非标刀具供应商
金刚石厚膜焊接刀具的制作过程一般包括:大面积的金刚石膜的制备;将金刚石膜切成刀具需要的形状尺寸;金刚石厚膜与刀具基体材料的焊接;金刚石厚膜刀具切削刃的研磨与抛光。常用的制备金刚石厚膜的工艺方法是直流等离子体射流CVD法。将金刚石沉积到WC+Co合金(表面进行镜面加工)上,在基体的冷却过程中,金刚石膜自动脱落。此方法沉积速度快(高可达930μm/h),晶格之间结合比较紧密,但是生长表面比较粗糙。金刚石膜硬度高、耐磨、不导电决定了它的切割方法是激光切割(切割可在空气、氧气和氩气的环境中进行)。采用激光切割不仅能将金刚石厚膜切割成所需要的形状和尺寸,还可以切出刀具的后角,具有切缝窄、高效等优点。金刚石与一般的金属及其合金之间具有很高的界面能,致使金刚石不能被一般的低熔点合金所浸润,可焊性极差。目前主要通过在铜银合金焊料中添加强碳化物形成元素或通过对金刚石表面进行金属化处理来提高金刚石与金属之间的可焊性。焊料一般用含Ti的铜银合金,不加助熔剂在惰性气体或真空中焊接。常用的钎料成分Ag=,Cu=,Ti=,常用的制备方法是电弧熔炼法和粉末冶金法。Ti作为活性元素在焊接过程中与C反映生成TiC,可提高金刚石与焊料的润湿性和粘结强度。四川砂轮杆非标刀具供应商
- 盐城非标钻锪刀非标刀具定制 2024-07-02
- 镶片式滚刀非标刀具 2024-07-02
- 上海非标铣削刀具非标刀具 2024-07-02
- 玉米铣刀非标刀具定制 2024-07-01
- 锥孔钻非标刀具厂家 2024-07-01
- 淮安汽车零部件刀具非标刀具供应商 2024-07-01
- 盐城转向节刀具非标刀具厂家 2024-07-01
- 无锡发动机缸体刀具非标刀具供应商 2024-07-01
- 镇江非标刀具订制 2024-07-01
- 湖南双面铣刀非标刀具供应商 2024-06-30
- 浙江转向节刀具非标刀具 2024-06-30
- 北京双面铣刀非标刀具 2024-06-30