- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 00
- 适用机床
- 车床,铣床,镗床,钻床,组合机床,加工中心,冲床,拉床
- 提供加工定制
- 是
- 样品或现货
- 现货
一些零件的内部有较多的气孔,磨削时有利于排屑和散热,不易堵塞、不易烧伤工件,还有的自锐性比较好,修整间隔的时间长,在使用这个修整工具的时候,必须要按照正确的方法进行,尤其是一些刀具,必须要遵守一定的注意事项。PCD铣刀修整工具使用事项:1、在放置金刚石修整工具头到夹座时,注意不要撞击到砂轮表面,不能将单点的金刚石修整工具头垂直地对准砂轮中心。2、不能对发热的修整工具进行“淬火”。在干式修整时,必须保持两次修整的间隔时间,足以使发热的修整工具冷却。3、不能假定砂轮表面具有理想的平整。在开始修整时,找出砂轮的比较高点位置,进行修整。4、如果可能的话,每次砂轮的修除量,在砂轮的半径上不能超过。过大的修除量能够引起金刚石修整工具头的过早磨耗和经常破碎。5、但也不能每次修除太小的余量。对于在旧的或刚性差的机床上使用的砂轮可以不进行修整。注意修整中不能在一个位置上停留太长的时间。这样将会使砂轮表面抛光,产生高温和损坏金刚石修整工具。每天至少转动修整工具一次。是否拥有一套好的PCD铣刀等刀具修磨标准是衡量一个修磨中心是否专业的标准,修磨标准里,一般规定了不同刀具在切削不同材料时其切削刃的技术参数。金刚石是目前已知矿物中硬度和热传导性都比较好的物质是制作刀具的理想材料。数控机床刀具材料

硬质合金刀具的制作工艺通常包括以下几个步骤:原料准备:选择合适的钨钴合金原料,通常是将钨粉和碳化钨粉与适量的钴粉混合,按照一定的比例进行混合和研磨,以获得均匀的混合粉末。压制成型:将混合粉末放入模具中,通过压制机进行压制成型。压制过程中,粉末会受到高压力的作用,使其形成一定形状的刀具坯料。精密烧结:将刀具坯料放入高温炉中进行精密烧结处理。烧结温度通常在1300-1500摄氏度之间,烧结时间根据具体要求而定。在烧结过程中,钨钴合金中的钴会熔化并渗透到碳化钨颗粒之间,形成致密的结构。精密加工:经过精密烧结处理后的刀具坯料需要进行精密加工,包括车削、铣削、磨削等工艺。通过这些工艺,可以将刀具坯料加工成具有特定形状和尺寸的刀具。 数控机床刀具材料非标刀具大部分都是根据客户提供的图纸,或者样品等规格定制的,使非标刀具能达到适合自身机械的硬度。

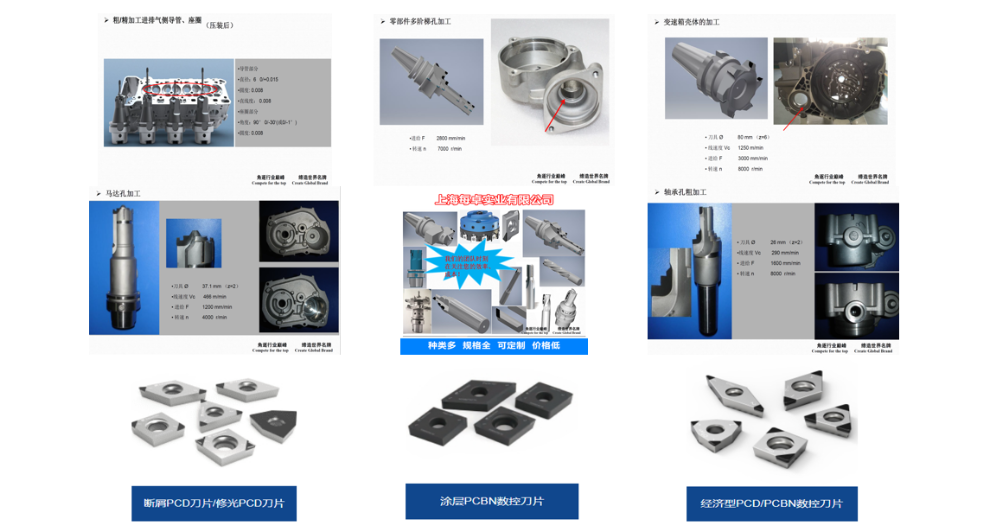
非标钻头具有一个或者多个刀齿,是用来切除孔已加工表面薄金属层的旋转刀具。在经过绞刀加工后的孔,可以获得准确的尺寸和形状。非标钻头铰刀用于铰削工件上已钻削加工后的孔,能够提高孔的加工精度,降低其表面的粗糙度,是用于孔的精加工或半精加工的刀具。同时,它的加工余量一般很小。我司采用先进的全磨制工艺,所有材料选用真空淬火技术,保证了产品的质量。采用先进的数控机床加工,具有效率高质量好,生产周期短,交货快的特点。
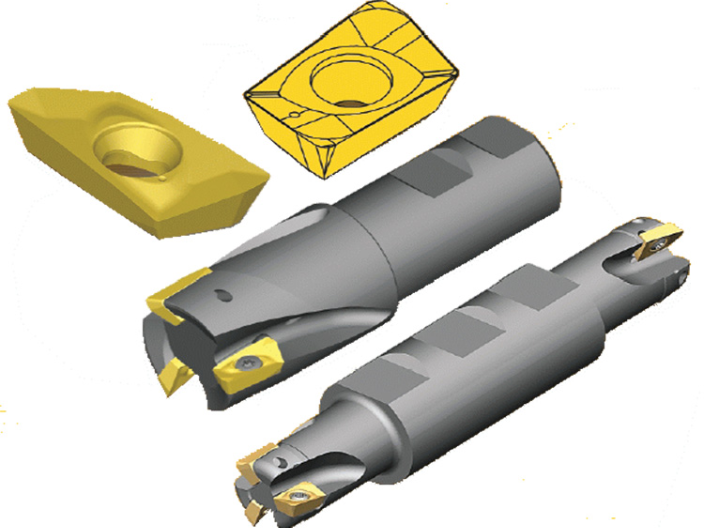
中国刀具市场被冠以便宜没好货,是因为只看到了表层,做到便宜,还能盈利,就要认真分析中国刀具市场。所谓“赢利的刀具”应该具备的特性除了生产效率、产品性能等要素外,降低刀具成本也是一个至关重要的因素。东风汽车公司发动机厂自1988年使用PCBN刀具后,其效果一直保持稳定,较好地解决了引进设备的刀具国产化问题。随着中国汽车制造业的高速发展,国内刀具行业也异常活跃,蓬勃发展,国内外的刀具公司都看中了中国这个大市场,但这些外国刀具公司在刚进入中国时,对中国超硬刀具市场的发展估计并不足,有的是委托中国代理商销售一部分刀具,售后服务等工作还未能有力跟上,另外以瓦萨琪公司为在广佛地区为首的专业做超硬刀具的公司也同样在顺德设立了生产工厂,专门进行超硬刀具如金刚石刀具和CBN刀具的加工和修磨工作,产品质量尤胜进口刀具,其业务量也很大,帮助不少客户解决了超硬刀具的修磨工作。汽车零部件非标刀具HUB面铣刀。

天然金刚石具有硬度高、耐磨损、磨擦系数小、导热性好等优良特性,是制造切削有色金属和非金属材料刀具的理想材料,使用天然单晶PCD刀具对精密超精密零件进行切削,始于50年代末期。后来发展要求加工非球面曲面反射镜,再发展要求加工大型反射镜。要求很高的形状精度和很小的表面粗糙度。目前,天然单晶金刚石刀具的使用已经相当成熟,但是由于其产量低,价格昂贵,加上人造金刚石的出现,天然单晶金刚石刀具在精密加工领域的使用量的增加趋势有所减弱,几种人造金刚石以其良好的性能价格比和逐步成熟的使用技术,已经逐步占领了要求相对较低的精密加工市场。金刚石优异性能决定了它在机加工中的广泛应用。加工难加工的有色金属在加工铜、锌、铝等有色金属及其合金时,这些材料粘附刀具,不宜加工。利用金刚石的摩擦系数低、与有色金属亲和力小而制成的金刚石刀具可防止金属与刀具粘结在一起。由于金刚石的弹性模量大,在切削时刃部变形小,对所切削的有色金属挤压变形小,使切削过程在小变形下完成,可以提高切削的表面质量。加工难加工的非金属材料加工含有大量高硬度质点的难加工非金属材料,如玻璃纤维增强塑料、填硅材料、硬质碳纤维/环氧树脂复合材料时。金刚石刀具优异性能决定了它在机加工中的广泛应用。广东数控加工刀具
CBN是继人工合成金刚石之后第二种超硬刀具材料,在硬度和热导率方面*次于金刚石,且热稳定性非常好。数控机床刀具材料
适合用来适合加工过渡金属材质的合金钢。良好的导热性。CBN材料的导热系数比较高,可迅速降低刀尖处的温度,减少刀具的磨损,有利于提高加工精度和效率。CBN的导热性也次于金刚石,在室温中,CBN的导热系数为1300w/℃,是硬质合金材料的20倍。在切削条件完全相同的情况下,CBN刀具的切削温度要比硬质合金刀具低的多。较小的摩擦系数。CBN材料的摩擦系数是,且摩擦系数会随着切削速度的增大而逐渐减小,所以在使用CBN刀具加工时,由于刀片和切屑的摩擦系数较小,切削变形减小,所以受到的阻力降低,能有效的提高加工表面质量。由于CBN刀具具有比其他的刀具材料更好的切削性能,而且刀具的使用寿命是一般硬质合金刀具的10-50倍,耐用度也远远高于普通硬质合金刀具。使用传统的金属刀具在加工难加工材料时存在崩刃、毛刺、烧伤等缺陷,使用CBN材料刀具加工不仅可以消除这些缺陷,而且可以提高加工效率,减少加工成本。这为机械制造领域提高生产效率和效益提供了有力的支持,是一种非常有前途的刀具材料。数控机床刀具材料
上海每卓实业有限公司正式组建于2015-08-12,将通过提供以液压夹具,非标数控刀具,数控刀柄,齿轮刀具等服务于于一体的组合服务。每卓实业经营业绩遍布国内诸多地区地区,业务布局涵盖液压夹具,非标数控刀具,数控刀柄,齿轮刀具等板块。我们在发展业务的同时,进一步推动了品牌价值完善。随着业务能力的增长,以及品牌价值的提升,也逐渐形成五金、工具综合一体化能力。值得一提的是,每卓实业致力于为用户带去更为定向、专业的五金、工具一体化解决方案,在有效降低用户成本的同时,更能凭借科学的技术让用户极大限度地挖掘AKIZ,森泰英格,恒峰,沃尔德的应用潜能。