- 品牌
- AKIZ,森泰英格,恒峰,沃尔德
- 型号
- 0
- 适用机床
- 车床,铣床,加工中心,磨床,镗床,组合机床,拉床,钻床
- 结构类型
- 减震式,机夹式,复合式,焊接式,整体式
- 提供加工定制
- 是
- 样品或现货
- 样品,现货
- 是否标准件
- 标准件
- 是否库存
- 是
- 是否批发
- 批发
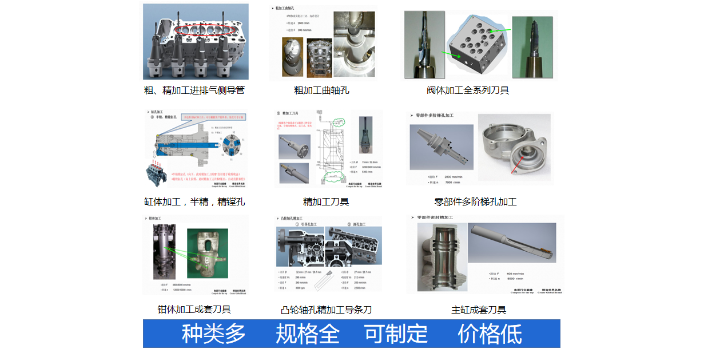
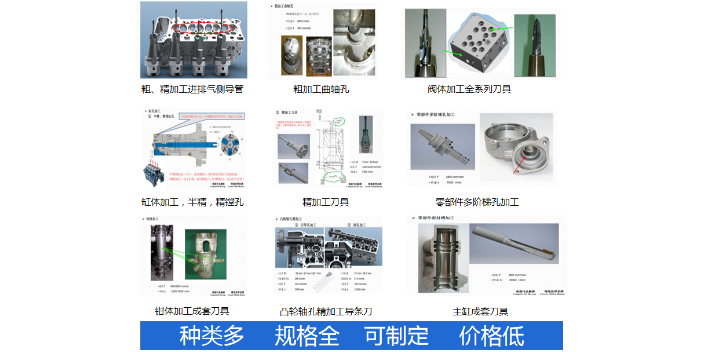
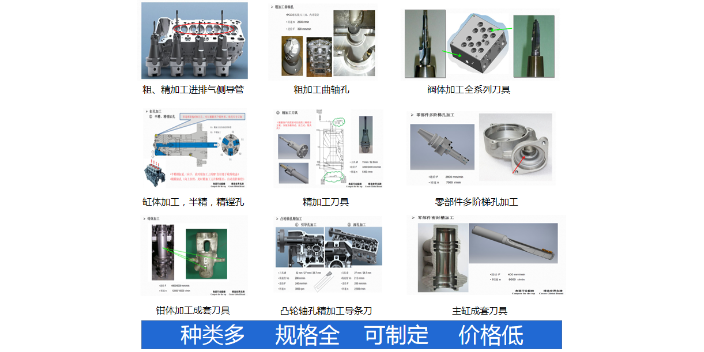
磨床砂轮杆是磨床的重要部件之一,它在磨削加工中发挥了关键的作用。本文将详细介绍磨床砂轮杆的相关知识,包括定义、主要功能、分类、制造材料、选用要点等方面的内容。1.砂轮杆的定义:磨床砂轮杆,又称砂轮支撑杆,是磨床上用来支撑磨削砂轮的杆状零件。它通过与磨床主轴的连接,将磨削砂轮固定在磨床上,以完成磨削加工过程。2.砂轮杆的主要功能:砂轮杆主要起到固定和支撑磨削砂轮的作用,确保砂轮在磨削过程中的稳定性和精度。同时,它还能够承受磨削过程中的剧烈冲击和载荷,保证砂轮杆的强度和刚性,提高磨削加工的效率和质量。3.砂轮杆的分类:根据砂轮杆的结构和用途不同,可以将砂轮杆分为普通砂轮杆、伸缩式砂轮杆和**砂轮杆等几类。在生产某些特殊零件时,通用刀具不能满足产品需要,需要定做安装方式、几何尺寸不同于标准刀具的非标刀具。镇江汽车零部件刀具非标刀具定制
非标刀具磨损情况判断:1.如果在加工过程中,出现断续的无规则火星,那么说明非标刀具存在磨损,需要更换。2.看铁屑颜色,铁屑颜色改变,说明加工温度变化,可能是非标刀具磨损。3.看铁屑形状,铁屑两侧出现锯齿状,铁屑不正常卷曲,铁屑碎末化这些现象都是判断非标刀具磨损的依据。4.看工件表面,出现光亮痕迹,但粗糙度并和尺寸并没有大的变化,这说明非标刀具参数已经磨损。5.听声音,加工震动加剧,非标刀具加工时异响频发,这就需要及时更换刀具。非标燕尾槽铣刀非标刀具汽车零部件非标刀具转向节主孔加工组合刀具。提高加工效率。
非标刀具磨损情况判断:1.如果在加工过程中,呈现断续的无规则火星,那么阐明非标刀具存在磨损,需求替换。2.看铁屑色彩,铁屑色彩改变,阐明加工温度改变,可能是非标刀具磨损。3.看铁屑形状,铁屑两侧呈现锯齿状,铁屑不正常卷曲,铁屑碎末化这些现象都是判断非标刀具磨损的依据。4.看工件表面,呈现光亮痕迹,但粗糙度并和尺寸并没有大的改变,这阐明非标刀具参数现已磨损。5.听声音,加工震动加重,非标刀具加工时异响频发,这就需求及时替换刀具。
选择上海每卓实业有限公司,您将获得完善的技术支持和专业咨询。公司的销售和技术团队将根据您的加工需求和工件材质,为您推荐很合适的非标刀具,并提供定制化的解决方案。此外,公司还承诺提供长期的售后服务和技术支持,确保您的非标刀具在使用过程中始终保持比较好性能。综上所述,选择上海每卓实业有限公司作为您的非标刀具供应商,意味着选择了质量可靠、性能优越的产品,以及专业、周到的服务。无论您面对的是常规的加工任务还是具有特殊要求的精密制造,每卓都能为您提供满意的解决方案,帮助您提升生产效率,降低运营成本。汽车零部件非标刀具排气管根部组合铣刀。

非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、整体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。此外,非标刀具跟正常的硬质合金刀具不同,打造非标刀具运用的材料也有一定的要求的。汽车零部件发动机缸体非标刀具拉铣刀。镇江非标刀具
汽车零部件非标刀具HUB面铣刀。镇江汽车零部件刀具非标刀具定制
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。钻头刃磨前必须了解钻头的结构和被加工材料的特性以及两者之间的矛盾,了解在钻孔中所产生的问题,这样才能有针对性地进行刃磨,解决问题。一、加工不同材料时所产生的问题和解决方法1.铸铁一硬度低(一般为175-250HB),强度低,脆性大,塑性变形小,导热率较低,组织较松,切屑成粉碎状,钻头的磨损几乎全在后面上,外圆转角处磨损***大,阻碍了刀具寿命和生产效率的提高。对于以上问题可采取下列办法:a.钻头采用双重顶角外缘转角处易磨损,那么就干脆先磨去而形成双顶角,这样可将钻头寿命提高1~2倍。b.适当加大后角。外刃后角采用13°~16°以减少摩擦,提高钻头寿命。c.钻削时要加大进给量,并适当降低切削速度,而不宜采用高转速小进给量。d.如果采用冷却液,切不可断续使用,同时流量要适当,否则,量少和断续将造成孔的局部硬化,而且粉末状切屑研磨刃口也会加快钻头磨损镇江汽车零部件刀具非标刀具定制
- 上海组合非标刀具 2024-06-23
- 镶片式滚刀非标刀具设计 2024-06-23
- 连云港汽车零部件刀具非标刀具厂家 2024-06-22
- 南通成型组合铣刀非标刀具 2024-06-22
- 四川锥孔钻非标刀具 2024-06-22
- 河北非标铣刀盘非标刀具定制 2024-06-21
- 连云港转向器壳体刀具非标刀具定制 2024-06-21
- 河南非标钻削刀具非标刀具供应商 2024-06-21
- 淮安非标钻锪刀非标刀具定制 2024-06-21
- 泰州转向节刀具非标刀具定制 2024-06-21
- 无锡涡轮壳刀具非标刀具定制 2024-06-20
- 重庆非标铣削刀具非标刀具 2024-06-18