- 品牌
- 量化检测
- 服务项目
- 洁净室检测
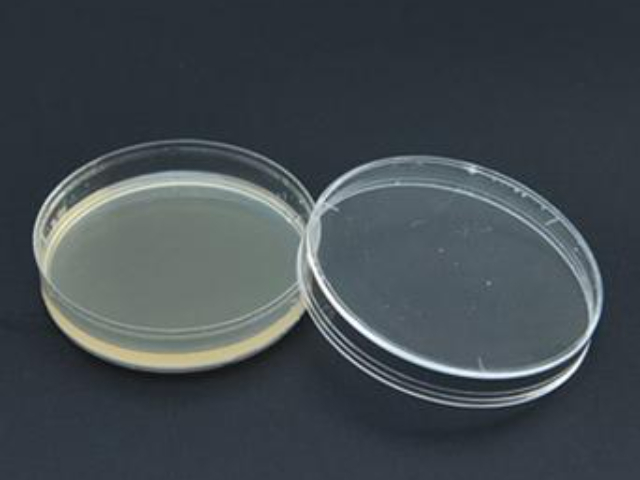
沉降菌培养皿的制备与操作需严格遵循无菌规范,确保检测结果的准确性。培养皿使用前必须经121℃高压蒸汽灭菌20分钟,通过高温高压彻底杀灭皿内及培养基中的微生物;灭菌后需随机抽取空白培养皿进行无菌性验证,若培养后出现菌落,则整批培养皿作废,防止污染干扰检测结果。采样时,培养皿需避开阳光直射(避免紫外线杀灭微生物)和送风口直吹区域(防止气流扰动导致菌落计数偏差),放置高度需与产品生产平面保持一致(如灌装线操作台高度),确保真实反映产品接触环境的微生物状态。暴露完成后,需立即加盖并倒置放入培养箱(30-35℃培养48小时),避免冷凝水滴落冲散菌落。菌落计数环节有明确判定标准:若出现单个菌落蔓延生长(覆盖培养皿1/3以上区域),需在记录中标注“多不可计”,并直接判定该采样点不合格。此时需重新规划采样方案,增加同区域检测点,直至结果全部合格,以此杜绝因微生物污染导致的产品质量风险。这一系列操作规范,是沉降菌检测数据有效性的重要保障。沉降菌检测数据超标时,需增加消毒频次,并检查洁净室空调系统的微生物控制能力。广东第三方洁净室检测微生物

洁净室的验证是确保其符合设计标准与生产需求的系统性工程,需依次完成设计确认(DQ)、安装确认(IQ)、运行确认(OQ)和性能确认(PQ)四个阶段,形成完整的质量保障链条。设计确认(DQ)需审核图纸与技术参数,确认布局、气流组织等符合洁净度等级要求;安装确认(IQ)则验证设备、管道、过滤器等的安装精度,如高效过滤器的密封性能、风管连接的气密性;运行确认(OQ)通过测试设备在不同工况下的运行状态,确保空调系统、消毒设备等功能达标,例如风速、换气次数等参数稳定在设计范围。性能确认(PQ)是验证的关键环节,需模拟正常生产的全场景(人员按标准密度进入、设备满载运行、物料完整传递),连续3次检测均需达标。以万级洁净室为例,PQ阶段需满足≥0.5μm悬浮粒子≤200000个/m³,浮游菌≤50CFU/m³,同时温湿度、压差等辅助参数也需符合规定。所有验证数据需整理成报告,详细记录各阶段的测试方法、结果及偏差处理,经质量部门审核批准后,洁净室方可正式投产。这种分阶段验证机制,从设计源头到实际运行多方面把控,为洁净室的稳定运行提供了科学依据和合规保障。广东洁净室检测高效过滤器效率综合检测洁净室的温度、湿度、压差等参数,确保万级、十万级、三十万级洁净室均符合设计要求。

在洁净度评定的众多环节中,悬浮粒子的检测是关键的一环。为确保数据的准确性,我们推荐使用经过精密校准的粒子计数器,在距离地面0.8至1.5米的工作区域内进行采样。采样前,应确保洁净室已关闭至少30分钟,以排除人员活动对数据产生的扰动。我们的悬浮粒子检测是洁净室检测中至关重要的一项。无论是制药、食品加工,还是微电子制造行业,我们都能为您提供高质量的洁净度检测服务,助您在生产过程中严控环境品质,确保每一步都精益求精。
定期检测计划是保障洁净室长期稳定运行的重要管理手段,需多方面覆盖各项关键指标,形成多层级监测体系。以万级洁净室为例,每季度需进行洁净度(悬浮粒子浓度)、风速、风量的检测,确保空气净化系统的重要性能符合标准;每月重点监测温湿度、压差及沉降菌,及时发现环境参数波动与微生物滋生风险;每日则通过巡检记录关键区域的实时数据,实现动态监控。检测人员需持专业资格证书上岗,且必须熟悉ISO14644(国际洁净室标准)和GB50591(国内洁净室施工及验收规范),确保操作流程与判定标准的统一性。检测报告需包含完整的原始数据(如粒子计数器读数、培养皿菌落数)、明确的合格判定结果(对照标准限值的达标情况),以及针对性的改进建议(如过滤器阻力偏高时的维护方案)。这份报告不*是洁净室当前状态的“体检报告”,更为其持续验证提供了可追溯的依据,支撑洁净环境管理的科学性与规范性。洁净服的清洗效果检测需纳入洁净室管理,确保其在使用中不会成为粒子污染源。

定期检测中发现的不合格项,必须启动CAPA(纠正预防措施)体系,通过系统性干预实现问题的根本解决,而非*做临时处理。例如,当检测发现洁净室风速偏低时,需立即采取纠正措施:拆解并清洗初效、中效过滤器(去除滤材表面附着的粉尘,降低风阻),同步检查风机皮带松紧度,确保风量输出达标;预防措施则需制定过滤器分级清洗计划(如初效每周清洗、中效每月清洗),并在BMS系统中设置阻力预警,提前干预避免风速再次下降。若出现温湿度超标,纠正措施应聚焦于校准空调传感器(使用标准温湿度计比对,修正偏差值)、清洗表冷器水垢以提升换热效率;预防措施需将巡检频次从每日1次增至每4小时1次,同时在关键区域加装备用传感器,实现数据交叉验证。CAPA实施后,必须通过连续3次以上的跟踪检测验证有效性(如风速稳定在设计值±10%内、温湿度波动≤2℃/5%RH),确认问题彻底解决且无复发趋势。所有纠正措施、预防方案及验证数据需形成完整记录,纳入质量管理体系,以此构建“发现问题-解决问题-预防再发”的闭环管理,这是洁净室长期稳定运行的重要保障机制。十万级洁净室检测需关注压差,与非洁净区的静压差应≥10Pa,防止外部污染侵入。潮州万级洁净室检测温度
沉降菌检测通过培养皿静态暴露,十万级洁净室沉降 30 分钟,每皿菌落数应≤10CFU。广东第三方洁净室检测微生物
高效过滤器(HEPA)作为洁净室空气净化系统的重要组件,其性能直接决定了室内空气质量。按照国际标准,它对粒径为0.3μm的粒子过滤效率需达到99.97%以上,这一精度使其成为控制洁净环境的“心脏”,能有效拦截粉尘、微生物等污染物,保障电子、医药等精密行业的生产需求。为确保过滤效果,HEPA安装后必须通过PAO气溶胶扫描进行完整性检测。检测时,将PAO气溶胶引入过滤器上游,通过光度计扫描下游是否有泄漏,严格要求泄漏率不超过0.01%,任何微小泄漏都可能破坏洁净室的粒子控制水平。日常运行中,阻力变化是判断HEPA寿命的关键指标。新过滤器初始阻力通常为150Pa,随着滤材拦截物增多,阻力逐渐上升,当终阻力达到450Pa时,需及时更换,否则会因风量不足影响净化效果。对于万级洁净室这类对洁净度要求较高的场所,过滤器需每6个月进行一次检漏。这是因为长期运行可能因边框密封老化、滤材破损等导致泄漏,进而使室内悬浮粒子浓度超标,威胁产品质量和生产安全。定期维护与检测,是HEPA持续发挥“心脏”功能的重要保障。广东第三方洁净室检测微生物
精密光学镜头、航天陀螺仪及激光陀螺的装配车间,对洁净度的要求远高于普通电子车间,因为镜面上一颗亚微米级的灰尘就会引起散射点,降低成品光学对比度。广东量化检测技术有限公司针对此类高精度洁净室,推出的【洁净室检测】方案采用纳米级监测技术,使用超细粒子计数器探测大于0.05μm的颗粒物。我们不*检测空气中悬浮粒子,更关键在于测试作业服、手套、无尘布等耗材的“发尘量”——这些日常接触物品往往是隐藏的污染源。我们的【洁净室检测】包含滚筒法测试,模拟人员在操作中织物摩擦产生的颗粒物脱落速率,筛选出符合ISO 3级环境的低发尘材料。此外,通过激光差分迁移率分析仪,我们能分析微粒的化学成分(是否为硅基、金属或...
- 运营洁净室检测招商 2026-06-27
- 钻研洁净室检测收费套餐 2026-06-26
- 越秀区个人洁净室检测 2026-06-24
- 汕头洁净室检测平台 2026-06-23
- 盐田区洁净室检测平台 2026-06-22
- 惠州企业洁净室检测 2026-06-21
- 香洲区智能化洁净室检测 2026-06-21
- 深圳洁净室检测平台 2026-06-21
- 数据洁净室检测怎么样 2026-06-20
- 白云区医用氧洁净室检测 2026-06-18

- 罗湖区电话洁净室检测 2026-06-16
- 国际洁净室检测是什么 2026-06-14
- 湛江洁净室检测是什么 2026-06-14
- 钻研洁净室检测加盟费用 2026-06-14
- 龙岗区洁净室检测定做价格 2026-06-14
- 龙岗区综合洁净室检测 2026-06-13





- 工商压缩空气检测商家 06-28
- 番禺区医院医用气体系统验收资格 06-28
- 中山压缩气体检测加盟费用 06-28
- 租赁压缩空气检测资格 06-28
- 惠州会计医院医用气体系统验收 06-28
- 乐昌压缩气体检测出厂价 06-28
- 会计压缩气体检测报价 06-28
- 运营洁净室检测招商 06-27
- 斗门区仪器校准加盟费用 06-27
- 数据医院医用气体系统验收礼仪 06-27